At its core, a commercial concrete mixing plant is defined by its integrated systems and high degree of automation. These facilities are engineered for efficiency and consistency, characterized by a compact structure, flexible layout for various site conditions, and components designed for straightforward transportation and assembly. They represent a significant step up from manual mixing, prioritizing precision and output.
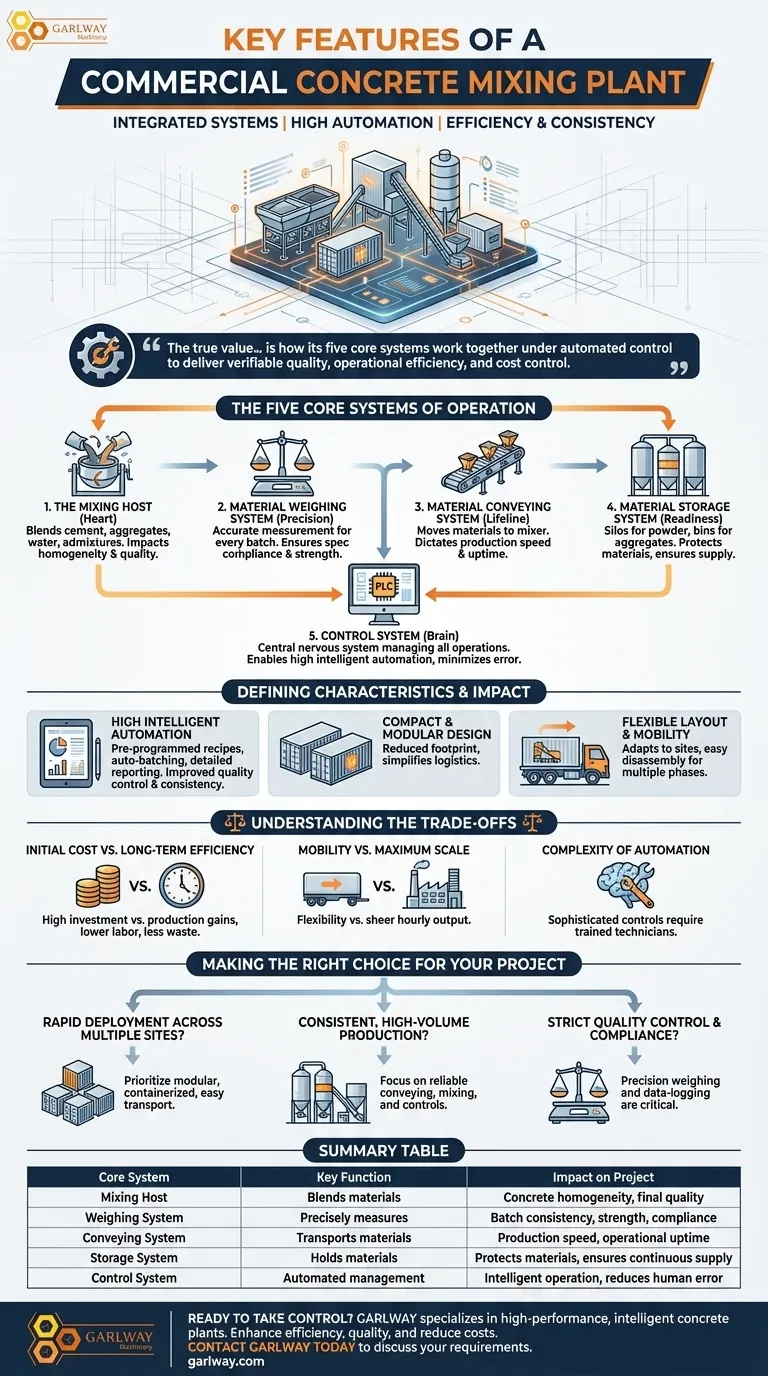
The true value of a commercial concrete plant is not just in its ability to mix materials, but in how its five core systems work together under automated control to deliver verifiable quality, operational efficiency, and cost control for any construction project.

The Five Core Systems of Operation
A commercial concrete mixing plant is an integrated collection of systems, each performing a critical function. Understanding these five components is key to understanding the plant's overall value.
The Mixing Host: The Heart of the Plant
This is where the actual blending of cement, aggregate, water, and admixtures occurs. The efficiency and design of the mixer directly impact the homogeneity and quality of the final concrete product.
Material Weighing System: The Key to Precision
This system uses a series of hoppers and highly accurate scales to weigh each component before it enters the mixer. Precision here is non-negotiable, as it ensures every batch meets the exact design specifications for strength and durability.
Material Conveying System: The Operational Lifeline
This network of belt conveyors and screw conveyors moves the raw materials from storage to the weighing system, and then into the mixing host. The reliability of this system dictates the plant's overall production speed and uptime.
Material Storage System: The Foundation of Readiness
This includes the silos for cement and other powders, as well as the bins for aggregates like sand and gravel. Proper storage protects materials from the elements and ensures a continuous supply is available for the mixing process.
Control System: The Brain of the Operation
This is the central nervous system of the plant, typically a PLC (Programmable Logic Controller) with a computer interface. It manages all operations, from weighing and conveying to mixing times and batch discharge, enabling high intelligent automation and minimizing the potential for human error.
Defining Characteristics and Their Impact
Beyond the core systems, several key characteristics define modern commercial plants and the benefits they bring to a project.
High Intelligent Automation
The control system allows for pre-programmed mix recipes, automatic batching, and detailed production reporting. This automation leads directly to improved quality control and consistency batch after batch.
Compact and Modular Design
Many modern plants are designed in a modular or containerized fashion. This compact structure reduces the physical footprint required on a job site and simplifies the logistics of moving the plant.
Flexible Layout and Mobility
The modular nature allows for a flexible layout that can be adapted to different site constraints. Furthermore, components are designed for ease of disassembly and transportation, making them ideal for projects with multiple phases or locations.
Understanding the Trade-offs
While highly effective, choosing and operating a commercial plant involves balancing key factors.
Initial Cost vs. Long-Term Efficiency
The high automation and precision engineering of these plants represent a significant capital investment. This cost is offset by long-term gains in production speed, reduced labor requirements, and minimized material waste.
Mobility vs. Maximum Scale
While portable and modular plants offer incredible flexibility, they may not match the sheer hourly output of a massive, permanent stationary plant. The choice depends on whether the project values adaptability over maximum centralized production.
Complexity of Automation
The sophisticated control systems that deliver such high precision also require trained operators and technicians for proper maintenance and troubleshooting. This is a skill requirement that must be factored into operational planning.
Making the Right Choice for Your Project
Selecting the right plant configuration depends entirely on your project's primary goals.
- If your primary focus is rapid deployment across multiple sites: Prioritize a modular or containerized plant with features that emphasize ease of disassembly and transportation.
- If your primary focus is consistent, high-volume production for a single large project: Focus on the reliability of the conveying and mixing systems and the sophistication of the automated controls.
- If your primary focus is strict quality control and compliance: The precision of the material weighing system and the data-logging capabilities of the control system are your most critical features.
Ultimately, a modern concrete plant is a strategic tool designed to give you precise control over your project's most critical building material.
Summary Table:
| Core System | Key Function | Impact on Project |
|---|---|---|
| Mixing Host | Blends cement, aggregates, water | Determines concrete homogeneity and final quality |
| Weighing System | Precisely measures all materials | Ensures batch consistency, strength, and compliance |
| Conveying System | Transports materials to mixer | Dictates production speed and operational uptime |
| Storage System | Holds cement, powders, aggregates | Protects materials, ensures continuous supply |
| Control System | Automated PLC/computer management | Enables intelligent operation, reduces human error |
Ready to take control of your concrete production?
GARLWAY specializes in engineering high-performance construction machinery, including robust and intelligent concrete batching plants designed for construction companies and contractors globally. Our solutions deliver the precision, automation, and reliability you need to enhance project efficiency, ensure consistent quality, and reduce operational costs.
Contact GARLWAY today to discuss how our concrete mixing plants can be tailored to your specific project requirements.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
People Also Ask
- How does ready-mix work? A Guide to Efficient, High-Quality Concrete Delivery
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality
- Why is the control of lighting important in the electrical system of a concrete mixing plant?
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
















