At its core, a dry mix concrete plant operates as a precise batching station rather than a mixing station. It accurately weighs and combines all the solid components of concrete—aggregates, sand, and cement—and loads them directly into a transit mixer truck. Water is then added to the truck, and the final mixing process occurs inside the truck's rotating drum while it travels to the construction site.
The critical distinction of a dry mix plant is that it outsources the mixing process to the transit truck. This approach is intentionally designed to delay the start of the concrete's chemical reaction (hydration), maximizing its workability and preventing premature hardening, especially for projects far from the plant.

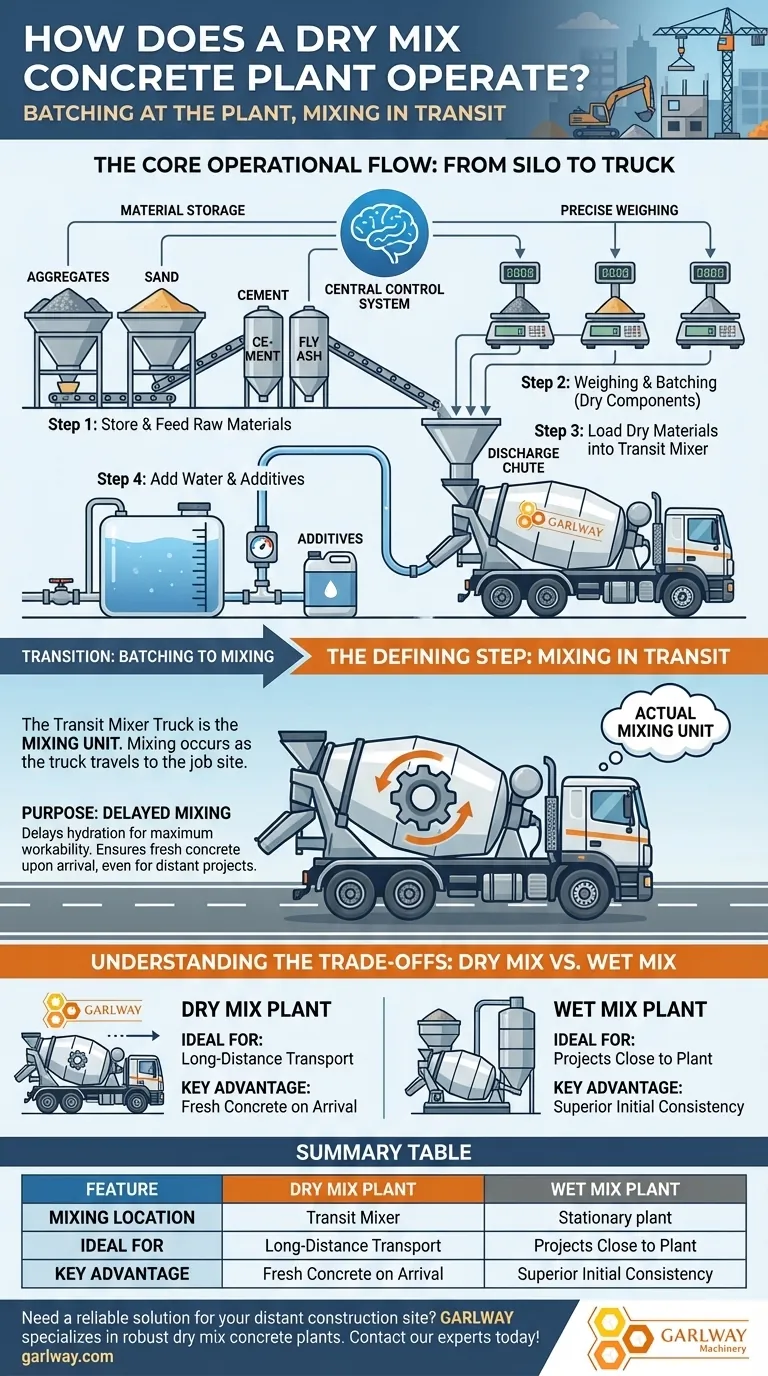
The Core Operational Flow: From Silo to Truck
The entire process is coordinated by a central control system, ensuring each batch meets the exact specifications required for a particular job.
Step 1: Material Storage and Feeding
Raw materials are stored in separate containers. Aggregates (gravel, crushed stone) and sand are kept in large bins, while powders like cement and fly ash are stored in vertical silos to protect them from moisture.
Step 2: Precise Weighing and Batching
This is the most critical stage. The control system pulls the specified amount of each material—aggregates, sand, and cement—from its respective storage bin or silo onto a weighing system (weigh batchers). This ensures the proportions are exact according to the concrete recipe.
Step 3: Loading the Transit Mixer
Once weighed, the collection of dry materials is discharged through a chute directly into the drum of the transit mixer truck waiting below.
Step 4: Adding the Water
Water is also precisely weighed or metered and then added into the same transit mixer. The key is that it is not mixed with the dry ingredients at the plant itself. Additives may also be included at this stage.
The Defining Step: Mixing in Transit
The departure of the truck marks the transition from batching to mixing. This is what fundamentally separates a dry mix plant from other types.
The Role of the Transit Mixer
The transit mixer truck is not just a transportation vehicle; it is the actual mixing unit. As the truck travels to the job site, its drum rotates, tumbling and combining the materials to produce a homogeneous concrete mix.
The Purpose of Delayed Mixing
The primary reason for this method is to control the concrete's hydration process. Once water meets cement, the concrete begins to harden. By mixing en route, the concrete arrives at the site fresh and highly workable, even if the site is an hour or more away from the plant.
Understanding the Trade-offs: Dry Mix vs. Wet Mix
Choosing between a dry mix and a wet mix plant depends entirely on the project's logistical requirements.
The Dry Mix Advantage: Freshness and Distance
Dry mix plants excel when construction sites are distant. The delayed mixing process ensures the concrete doesn't start setting in the truck during a long commute, reducing waste and guaranteeing quality upon arrival.
The Wet Mix Advantage: Consistency and Quality Control
In a wet mix plant, all ingredients, including water, are combined in a large, stationary mixer at the plant itself. This provides superior quality control and ensures a highly consistent, homogenous mix before it's ever loaded into a truck. This is often preferred for high-specification jobs close to the plant.
Key Operational Difference
The distinction is simple: a dry mix plant uses the truck as the mixer, while a wet mix plant uses a stationary mixer on-site and the truck is purely for transportation.
Making the Right Choice for Your Goal
Your project's specific needs, particularly distance and quality requirements, will determine the ideal type of concrete supply.
- If your primary focus is serving distant job sites: A dry mix plant is the superior choice, as it guarantees the concrete arrives fresh and workable.
- If your primary focus is maximum consistency for a nearby project: A wet mix plant offers better initial quality control by completing the mixing process in a controlled environment.
Ultimately, understanding the operational differences allows you to source the right type of concrete for the specific demands of your project.
Summary Table:
| Feature | Dry Mix Plant | Wet Mix Plant |
|---|---|---|
| Mixing Location | In the transit mixer truck | In a stationary mixer at the plant |
| Ideal For | Long-distance transport | Projects close to the plant |
| Key Advantage | Delays hydration; fresh concrete on arrival | Superior initial consistency and control |
Need a reliable concrete solution for your distant construction site?
GARLWAY specializes in construction machinery, offering robust and efficient dry mix concrete batching plants designed for contractors and construction companies globally. Our plants ensure your concrete arrives fresh and workable, maximizing efficiency and minimizing waste.
Contact our experts today to discuss how a GARLWAY dry mix plant can meet your project's specific needs!
Visual Guide
Related Products
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
People Also Ask
- Why is RMC plant important? The Key to Speed, Quality, and Efficiency in Modern Construction
- What are the main types of concrete mixing stations? Single-Unit vs. Mobile Plants Explained
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality
- What is the name of the machine used in ready mix? Unpacking the Complete Concrete System



















