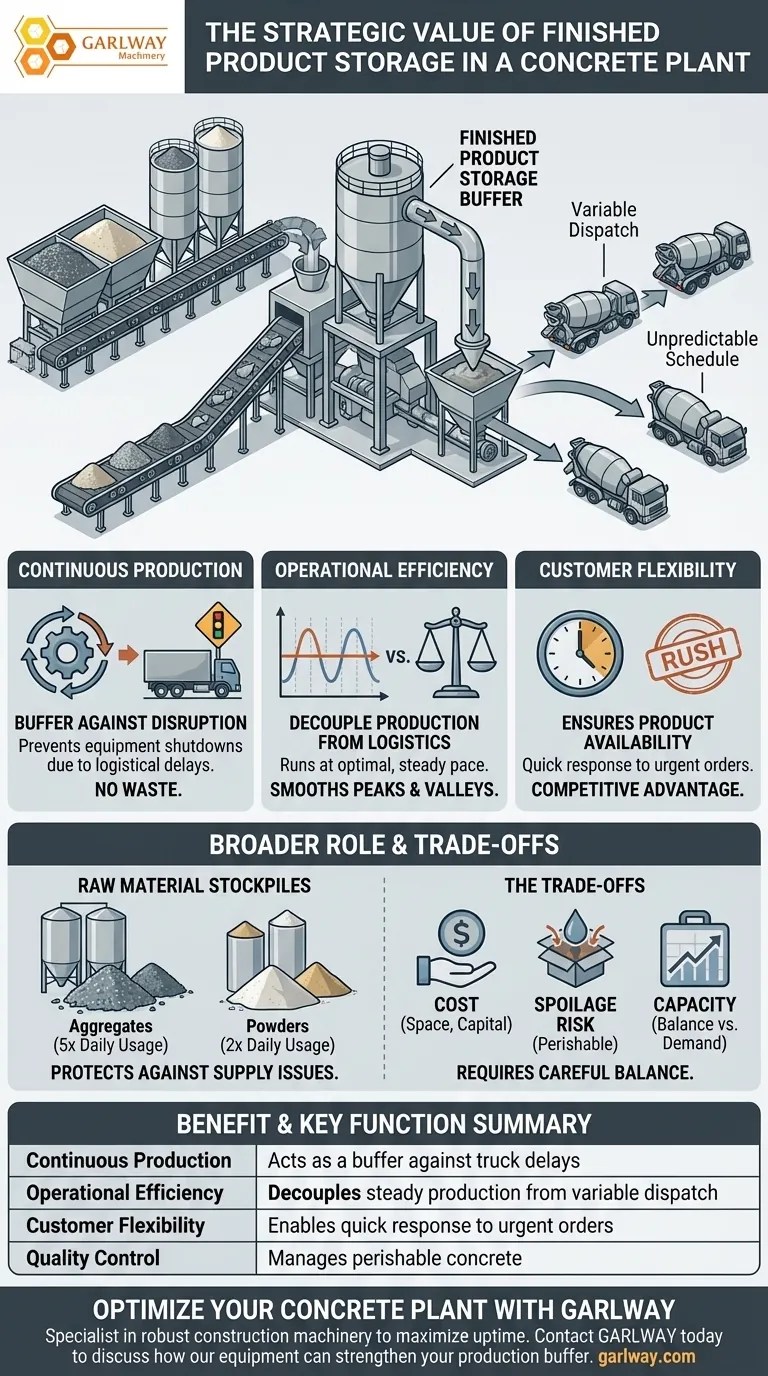
Proper storage for finished products in a commercial concrete plant is a critical operational safeguard. Its primary purpose is to act as a buffer, preventing equipment shutdowns and ensuring production can continue uninterrupted even when faced with logistical delays or other external factors.
The core function of a finished product storage facility is to decouple the steady, continuous process of concrete production from the often variable and unpredictable schedule of product dispatch and delivery.

The Strategic Importance of Storage
A concrete plant is a system of interconnected processes. A bottleneck in one area can halt the entire operation. Storage facilities for both raw materials and finished products are the buffers that keep this system running smoothly.
A Buffer Against Disruption
The most immediate benefit is ensuring continuous production. If a delivery truck is delayed by traffic or a customer's job site isn't ready, the plant has nowhere to put the concrete it's producing.
Without a storage buffer, the plant manager has two choices: stop the mixing equipment or waste the batch. Both options result in significant financial loss. A storage facility provides a third, more efficient option.
Decoupling Production from Logistics
A plant operates most efficiently when it runs at a steady, predictable pace. However, customer demand and truck availability are rarely consistent throughout the day.
Finished product storage allows the plant to produce at its optimal rate. The mixed concrete can be held safely until a truck is ready for dispatch, smoothing out the peaks and valleys of logistical operations.
Ensuring Product Availability
Having a ready supply of finished product allows a plant to respond quickly to urgent or last-minute orders. This flexibility can be a significant competitive advantage and improves overall customer service.
The Broader Role of Storage in Plant Operations
While finished product storage manages the output of the plant, it's part of a larger strategy that also includes managing the input.
The Importance of Raw Material Stockpiles
Just as a delay in dispatch can stop production, so can a delay in receiving raw materials. This is why plants maintain significant stockpiles of aggregates and powders.
As a best practice, aggregate storage should be more than five times the daily usage, while powder materials (like cement) should be more than twice the daily usage. This ensures a supplier issue doesn't shut down operations.
Maintaining Material Quality
Proper storage is also a crucial element of quality control. Different specifications of aggregates and powders must be stored separately to prevent cross-contamination.
Furthermore, these materials must be protected from environmental factors like dust and rain, which can compromise the quality and consistency of the final concrete mix.
Understanding the Trade-offs
Implementing a storage system is not without its challenges. It requires a careful balance between operational benefits and practical costs.
The Cost of Space and Capital
Storage facilities, particularly large silos for powders or bins for aggregates, require significant capital investment and physical space on the plant site. The product held in storage also represents tied-up working capital.
The Risk of Product Spoilage
Concrete is a perishable product. While raw materials can be stored for extended periods, "finished product" storage for wet concrete is extremely time-sensitive. This holding capacity is typically designed for short-term buffering, often within agitated hoppers or trucks, to prevent the concrete from setting.
Balancing Capacity vs. Demand
The central challenge is determining the optimal storage capacity. Too little capacity fails to prevent shutdowns, defeating the purpose. Too much capacity leads to wasted capital, excessive space usage, and an increased risk of product spoilage.
Making the Right Choice for Your Operation
A well-designed storage strategy is essential for turning a plant into a resilient and efficient production facility.
- If your primary focus is maximizing uptime: Your storage capacity must be sufficient to buffer against the most common supply chain and delivery disruptions you face.
- If your primary focus is minimizing costs: You must carefully calculate storage needs based on historical daily usage and logistical data to avoid over-investment.
- If your primary focus is customer flexibility: A modest finished product buffer is key to meeting urgent orders and adapting to client schedules without disrupting your production plan.
Ultimately, a thoughtful storage system transforms a concrete plant from a reactive process into a reliable, efficient, and robust operation.
Summary Table:
| Benefit | Key Function |
|---|---|
| Continuous Production | Acts as a buffer against truck delays and logistical issues. |
| Operational Efficiency | Decouples steady production from variable dispatch schedules. |
| Customer Flexibility | Enables quick response to urgent orders and improves service. |
| Quality Control | Manages perishable concrete to prevent spoilage (short-term). |
Optimize your concrete plant's efficiency and reliability with GARLWAY.
As a specialist in construction machinery, we provide robust solutions—including concrete batching plants, mixers, and winches—designed to help construction companies and contractors worldwide maximize uptime and profitability. A well-planned storage system is key to a resilient operation.
Contact GARLWAY today to discuss how our equipment can strengthen your production buffer and keep your projects on schedule.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
People Also Ask
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality







