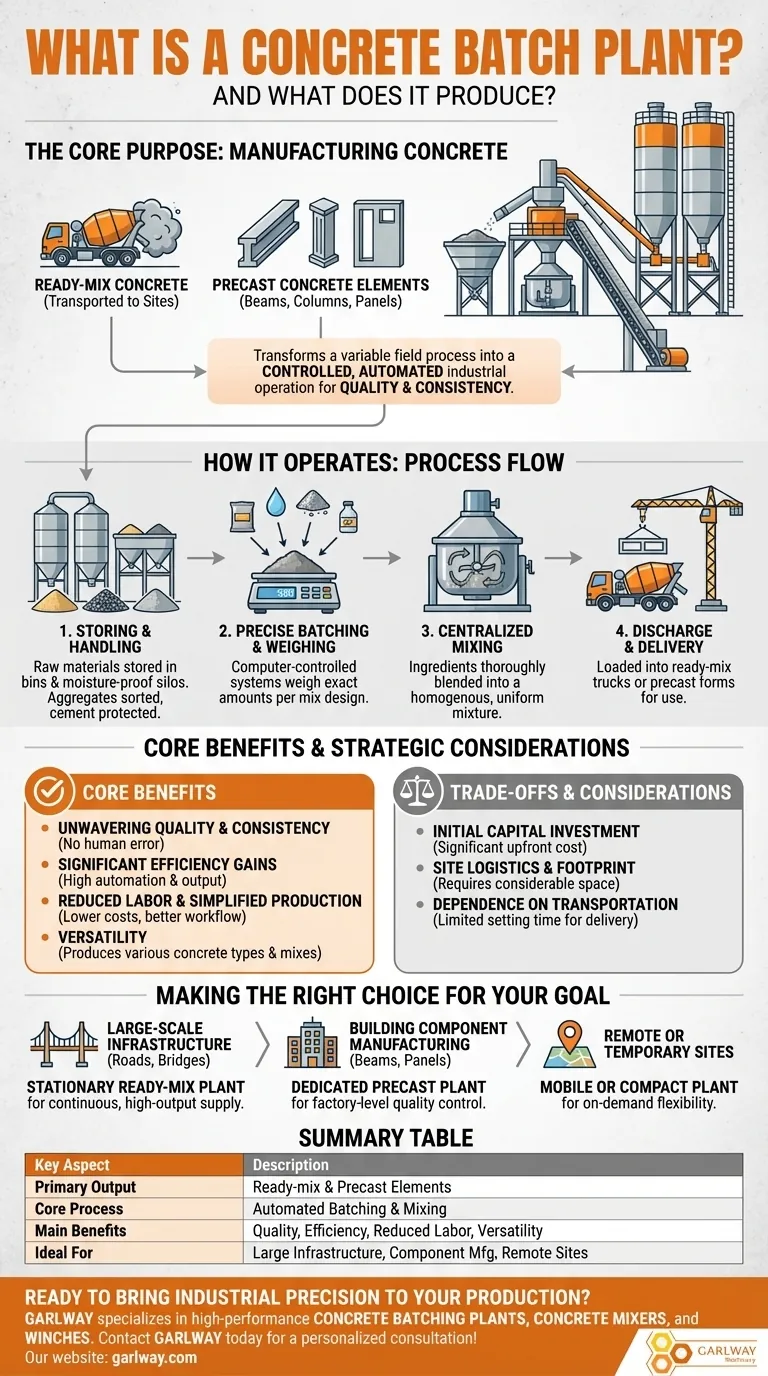
At its core, a concrete batch plant is a factory for manufacturing concrete. It is a specialized industrial facility that combines precise amounts of raw materials—typically Portland cement, aggregate (sand and gravel), water, and chemical admixtures—to produce concrete. Its primary outputs are ready-mix concrete, which is transported to construction sites, and precast concrete elements, such as beams, columns, and panels.
The true value of a concrete batch plant isn't just in making concrete; it's in transforming a historically variable field process into a controlled, automated industrial operation. This guarantees a level of quality, consistency, and efficiency that is impossible to achieve with manual, on-site mixing.

How a Batch Plant Operates: From Raw Materials to Product
A concrete batch plant functions as a highly organized assembly line, ensuring every batch meets exact specifications. The process is defined by precision and automation.
Step 1: Storing and Handling Materials
Raw materials are delivered and stored in dedicated bins and silos. Aggregates are sorted by size, while cement is kept in moisture-proof silos to maintain its chemical integrity.
Step 2: Precise Batching and Weighing
This is the most critical step and gives the plant its name. Computer-controlled systems weigh or measure the exact amount of each ingredient—cement, sand, gravel, water, and admixtures—required for a specific concrete recipe or "mix design."
Step 3: Centralized Mixing
The precisely measured ingredients are conveyed into a large, powerful central mixer. Here, they are thoroughly blended to create a homogenous, uniform mixture, ensuring consistent strength and workability.
Step 4: Discharge and Delivery
Once mixing is complete, the fresh concrete is discharged. It can be loaded directly into a ready-mix truck for delivery to a job site or deposited into forms to create precast concrete products.
The Core Benefits of Centralized Production
Using a batch plant over traditional mixing methods offers several key advantages that are critical for modern construction projects.
Unwavering Quality and Consistency
By removing human error from the measurement process, batch plants produce concrete with unwavering quality. Every batch is identical, which is essential for the structural integrity of large projects.
Significant Gains in Efficiency
The high degree of automation and large-scale mixing capabilities result in high productivity. A plant can produce a large volume of concrete quickly, meeting the demands of large and medium-sized construction sites, roads, and bridges.
Reduced Labor and Simplified Production
The automated process significantly reduces the need for manual labor on-site. This not only lowers costs but also simplifies the production workflow, allowing project managers to focus on placement and finishing.
Versatility in Concrete Production
Modern batch plants are highly versatile. They can be programmed to produce many different kinds of concrete, from standard structural mixes and mortar to specialized products like plastic or thick concrete for specific engineering needs.
Understanding the Trade-offs and Considerations
While highly effective, the batch plant model is not without its strategic considerations. Understanding these is key to leveraging them properly.
Initial Capital Investment
A concrete batch plant, whether stationary or mobile, represents a significant upfront capital investment. This cost must be justified by the scale and duration of the projects it will serve.
Site Logistics and Footprint
These facilities require a considerable physical footprint for storing materials and for the plant machinery itself. Proper site planning and logistics are essential for efficient operation.
Dependence on Transportation
For ready-mix operations, the plant is fundamentally tied to its transportation fleet. The concrete has a limited time before it begins to set, making efficient dispatching and travel to the job site a critical operational dependency.
Making the Right Choice for Your Goal
The decision to use or invest in a batch plant depends entirely on the project's specific goals for scale, quality control, and location.
- If your primary focus is large-scale infrastructure (roads, bridges): You need a high-output, stationary ready-mix plant to ensure a continuous and reliable supply of concrete.
- If your primary focus is manufacturing building components (beams, panels): A dedicated precast plant offers the highest level of quality control in a factory environment.
- If your primary focus is a remote or temporary construction site: A mobile or compact batch plant provides crucial on-demand production flexibility without relying on distant suppliers.
Ultimately, leveraging a concrete batch plant is about bringing industrial precision and control to the foundational material of modern construction.
Summary Table:
| Key Aspect | Description |
|---|---|
| Primary Output | Ready-mix concrete and precast concrete elements |
| Core Process | Automated batching and mixing of cement, aggregates, water, and admixtures |
| Main Benefits | Consistent quality, high efficiency, reduced labor, and production versatility |
| Ideal For | Large-scale infrastructure, building component manufacturing, and remote sites |
Ready to bring industrial precision to your concrete production?
GARLWAY specializes in providing robust and efficient construction machinery, including high-performance concrete batching plants, concrete mixers, and winches for construction companies and contractors globally.
Our solutions are engineered to deliver the unwavering quality, significant efficiency gains, and production versatility your projects demand. Let us help you choose the right equipment to meet your specific goals for scale and location.
Contact GARLWAY today for a personalized consultation and quote!
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
People Also Ask
- What is a ready mix concrete batching plant? The Engine of Modern Construction
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality
- How does ready-mix work? A Guide to Efficient, High-Quality Concrete Delivery
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control



















