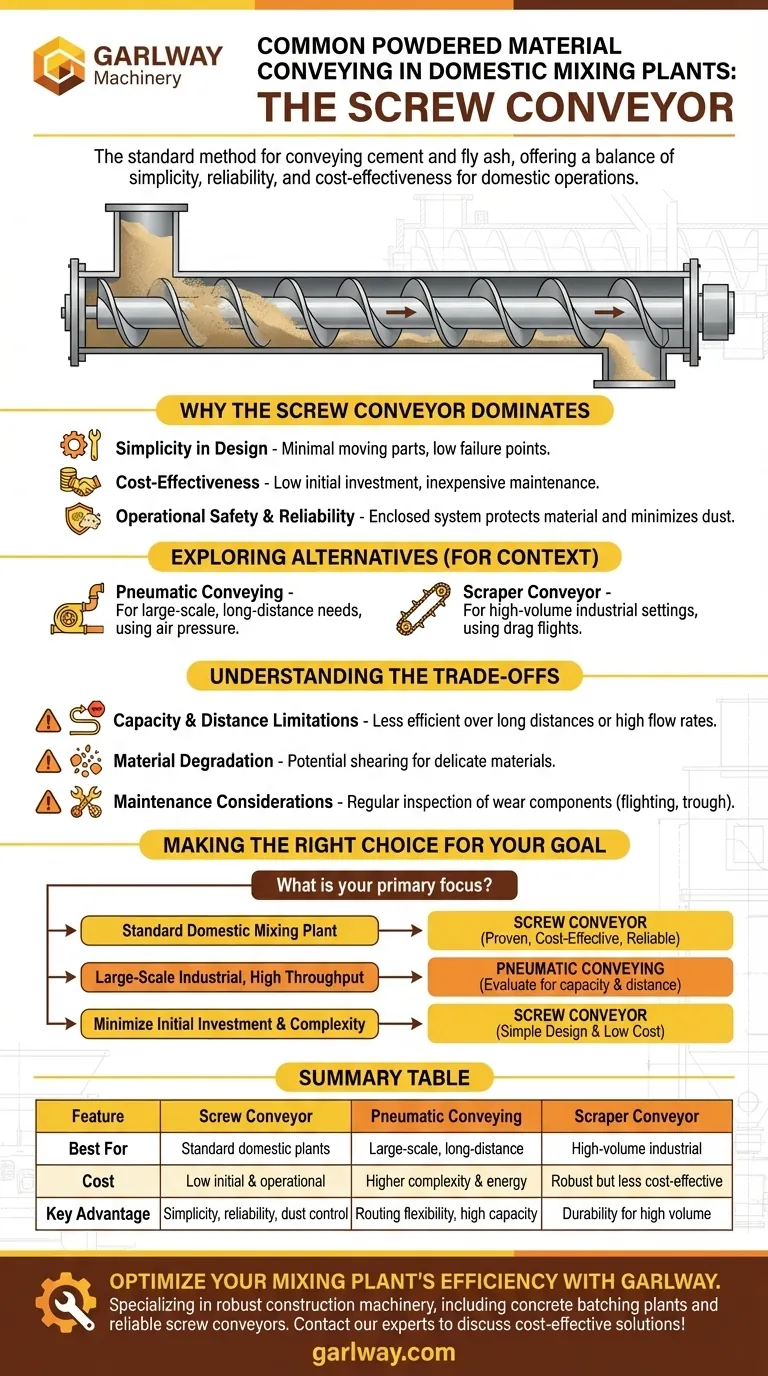
In domestic mixing plants, the standard and most common method for conveying powdered materials like cement and fly ash is the screw conveyor. This technology has become the default choice due to its balance of simplicity, reliability, and cost-effectiveness for the scale of most domestic operations.
The core principle is straightforward: for typical powder conveying needs in mixing plants, the screw conveyor offers the optimal blend of low initial cost and operational simplicity. While alternatives exist, they are generally reserved for larger, more specialized industrial applications.

Why the Screw Conveyor Dominates
The prevalence of the screw conveyor is not accidental; it is a direct result of its inherent suitability for the task of moving dense powders over short to moderate distances within a plant's compact footprint.
Simplicity in Design
A screw conveyor is a model of mechanical simplicity. It consists of a rotating helical screw blade, called a "flighting," contained within a tube or trough.
As the screw rotates, it moves material forward at a controlled rate. This straightforward design minimizes the number of moving parts, reducing potential points of failure.
Cost-Effectiveness
The simple structure directly translates to a lower manufacturing cost and, consequently, a lower initial investment for the plant operator.
Furthermore, maintenance is generally inexpensive and easy to perform, contributing to a low total cost of ownership over the equipment's lifespan.
Operational Safety and Reliability
The enclosed nature of a screw conveyor provides a significant advantage. It protects the powdered material from external contamination and moisture while also containing dust, creating a safer and cleaner working environment.
Exploring Conveyance Alternatives
While the screw conveyor is the standard, understanding the alternatives used in larger-scale operations provides valuable context on the engineering principles at play.
Pneumatic Conveying
For very large concrete mixing plants or applications requiring material to be moved over longer distances, pneumatic conveying is a viable option.
This method uses air pressure or a vacuum to move powders through a sealed pipeline. It offers more flexibility in routing but comes with higher complexity and energy costs.
Scraper Conveyors
A scraper conveyor is another method sometimes employed in high-volume industrial settings. It uses a chain with flights (scrapers) to drag material along the bottom of a trough.
This system is robust but is generally considered over-engineered and less cost-effective for the needs of a typical domestic mixing plant.
Understanding the Trade-offs
No single solution is perfect for every scenario. Acknowledging the limitations of the screw conveyor is key to validating its role as the industry standard.
Capacity and Distance
The primary limitation of a screw conveyor is its efficiency over long distances and at extremely high flow rates. The friction of the material against the screw and trough means energy consumption increases significantly with length.
Material Degradation
For certain delicate or friable materials, the shearing action of the screw can cause particle degradation. This is rarely a concern for robust powders like cement but is a factor in other industries.
Maintenance Considerations
Although maintenance is simple, the screw flighting and the trough are wear components. Regular inspection is required, especially when handling abrasive materials, to prevent unexpected downtime.
Making the Right Choice for Your Goal
Your decision should be guided by the scale and specific requirements of your operation.
- If your primary focus is a standard domestic mixing plant: The screw conveyor is the proven, most cost-effective, and reliable solution for powder conveyance.
- If your primary focus is a large-scale industrial operation with high throughput: You should evaluate the benefits of pneumatic conveying for its capacity and distance capabilities.
- If your primary focus is minimizing initial investment and operational complexity: The screw conveyor's simple design and low cost make it the default and most logical choice.
Ultimately, selecting the correct conveyance method is about matching the equipment's capabilities to the specific demands of your plant.
Summary Table:
| Feature | Screw Conveyor | Pneumatic Conveying | Scraper Conveyor |
|---|---|---|---|
| Best For | Standard domestic plants | Large-scale, long-distance | High-volume industrial |
| Cost | Low initial & operational cost | Higher complexity & energy cost | Robust but less cost-effective |
| Key Advantage | Simplicity, reliability, dust control | Routing flexibility, high capacity | Durability for high volume |
Optimize your mixing plant's efficiency with the right equipment. GARLWAY specializes in providing robust construction machinery, including concrete batching plants and reliable screw conveyors, for construction companies and contractors globally. Contact our experts today to discuss the most cost-effective and reliable powder conveying solution for your specific needs!
Visual Guide
Related Products
- Shaft Mixer Machine for Cement and Regular Concrete Mixing
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS25 Best Cement Mixer for Quick Mix Concrete at Bunnings
People Also Ask
- What are some alternative uses for a cement mixer besides mixing concrete? Unlock Its Versatility as a Batch Tumbler
- Can a cement mixer be used for mixing mortar? Understanding the Risks and Best Practices
- What are the key benefits of using a cement mixer on a construction site? Boost Efficiency, Quality & Safety
- What are the efficiency advantages of cement mixers? Boost Project Speed, Quality, and ROI
- What are the main applications of cement mixers? From DIY to Industrial Construction



















