To build an environmentally friendly concrete mixing plant, the essential equipment goes beyond the basic machinery and focuses on integrated systems for containment and mitigation. The core components are a highly efficient forced mixer, a fully enclosed material handling system for all powders, and advanced dust collection technology like bag filters operating under negative pressure.
The key is to view the plant not as a collection of individual machines, but as a single, holistic system designed to contain dust, reduce noise, minimize waste, and conserve energy at every stage of the production process.

Deconstructing the Eco-Friendly Plant: System by System
An environmentally conscious plant is built around the same core systems as a traditional one—storage, conveying, mixing, and control. The difference lies in specifying equipment within each system that prioritizes environmental performance.
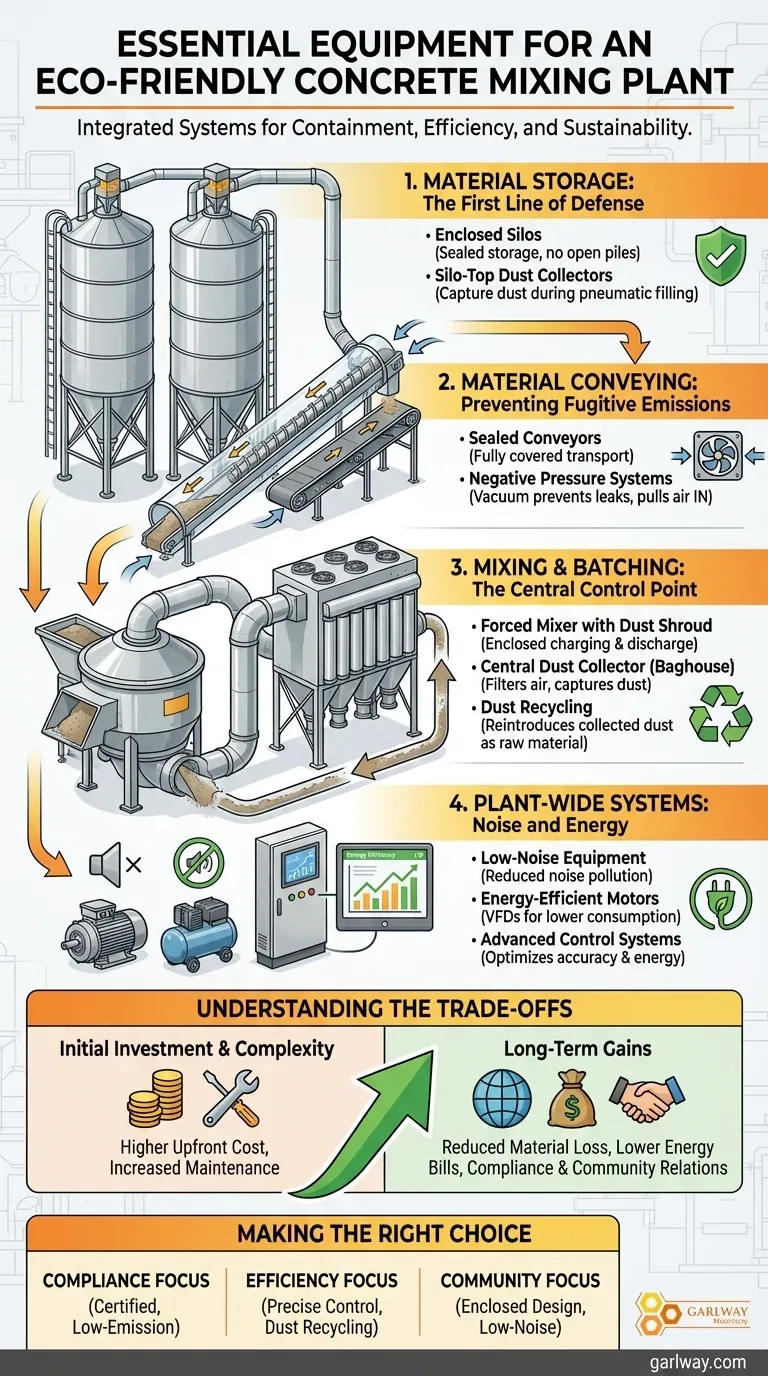
1. Material Storage: The First Line of Defense
The goal here is to prevent raw materials, especially fine powders like cement, from becoming airborne.
- Enclosed Silos: All powdered materials must be stored in sealed silos, not open piles. This is the most basic and critical step in dust containment.
- Silo-Top Dust Collectors: Each silo must be equipped with its own dust collector (often a baghouse or cartridge filter) to capture displaced air and dust during pneumatic filling from delivery trucks.
2. Material Conveying: Preventing Fugitive Emissions
Moving materials from storage to the mixer is a primary source of dust if not properly managed.
- Sealed Conveyors: All conveyor systems, whether screw conveyors for cement or belt conveyors for aggregates, must be fully covered and sealed to prevent dust from escaping during transport.
- Negative Pressure Systems: The most effective plants use negative pressure dust removal. This technology creates a slight vacuum within the enclosed conveyors and mixing areas, ensuring that any potential leaks pull air in rather than pushing dust out.
3. Mixing and Batching: The Central Control Point
This is where the highest concentration of dust is generated, making robust control equipment non-negotiable.
- Forced Mixer with Dust Shroud: The plant must use a high-efficiency forced mixer capable of producing various concrete types. Crucially, the mixer's charging points and discharge chute must be enclosed within a sealed shroud.
- Central Dust Collector (Baghouse): A large, high-efficiency bag filter system (or "baghouse") is connected to the mixer, weigh batchers, and other key dust generation points. This system filters the captured dust-laden air through special fiber filter cloths, collecting the powder for reuse.
- Recycling Collected Dust: An environmentally friendly system doesn't just capture dust; it reintroduces it into the production process. This turns a waste product into a usable raw material, reducing costs and disposal needs.
4. Plant-Wide Systems: Noise and Energy
Beyond dust, a modern plant must address its broader environmental footprint.
- Low-Noise Equipment: Select motors, compressors, and conveyors that are specifically designed for low-noise operation.
- Energy-Efficient Motors: Utilize modern, high-efficiency motors and variable frequency drives (VFDs) to reduce overall electricity consumption.
- Advanced Control Systems: A sophisticated control system optimizes batching accuracy, reduces material waste, and manages energy usage for the entire plant.
Understanding the Trade-offs
Adopting environmentally friendly equipment involves balancing upfront costs with long-term benefits and responsibilities.
Higher Initial Investment
Specialized equipment like large-scale dust collectors, fully enclosed systems, and low-noise machinery carries a higher initial capital cost compared to basic, open-air setups.
Increased Maintenance Complexity
High-efficiency dust collection systems with their filters, ductwork, and fans require a rigorous preventative maintenance schedule to ensure they function correctly and remain effective.
Significant Long-Term Gains
The return on this investment comes from multiple areas: reduced material loss from recycled dust, lower energy bills, simplified regulatory compliance, and improved community relations, which can be invaluable for securing permits and maintaining a license to operate.
Making the Right Choice for Your Goal
The specific equipment you prioritize should align with your project's primary objective.
- If your primary focus is strict regulatory compliance: Invest in certified, high-efficiency baghouse dust collectors and equipment with guaranteed low noise and emission ratings.
- If your primary focus is operational efficiency: Prioritize advanced control systems for precise batching and a robust dust recycling system to minimize material waste and disposal costs.
- If your primary focus is community acceptance: Focus on a fully enclosed architectural design, low-noise machinery, and comprehensive site management, including paved yards and landscaping to control fugitive dust.
Ultimately, designing an environmentally friendly plant is about making a strategic investment in sustainability, efficiency, and long-term viability.
Summary Table:
| Essential Equipment | Key Function |
|---|---|
| Enclosed Silos & Dust Collectors | Prevents dust from escaping during material storage. |
| Sealed Conveyors & Negative Pressure Systems | Stops fugitive dust emissions during material transport. |
| Forced Mixer with Dust Shroud | Contains dust at the central mixing point. |
| Central Baghouse Dust Collector | Filters and captures dust for recycling and reuse. |
| Low-Noise, Energy-Efficient Motors | Reduces noise pollution and lowers energy consumption. |
Ready to build an efficient, compliant, and sustainable concrete mixing plant?
GARLWAY specializes in providing advanced construction machinery, including concrete batching plants, mixers, and winches, designed with environmental performance in mind. We help construction companies and contractors globally reduce their environmental footprint while improving operational efficiency.
Contact GARLWAY today to discuss how our solutions can help you achieve your sustainability and productivity goals.
Visual Guide
Related Products
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
People Also Ask
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What are the two methods of material charging in a concrete mixing station? Single vs. Multiple Charging Explained
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- Why is proper maintenance important for a concrete batch mix plant? Maximize Uptime & Profitability
- What precautions should be taken before operating the concrete mixing station in winter? Ensure Safe & Efficient Production



















