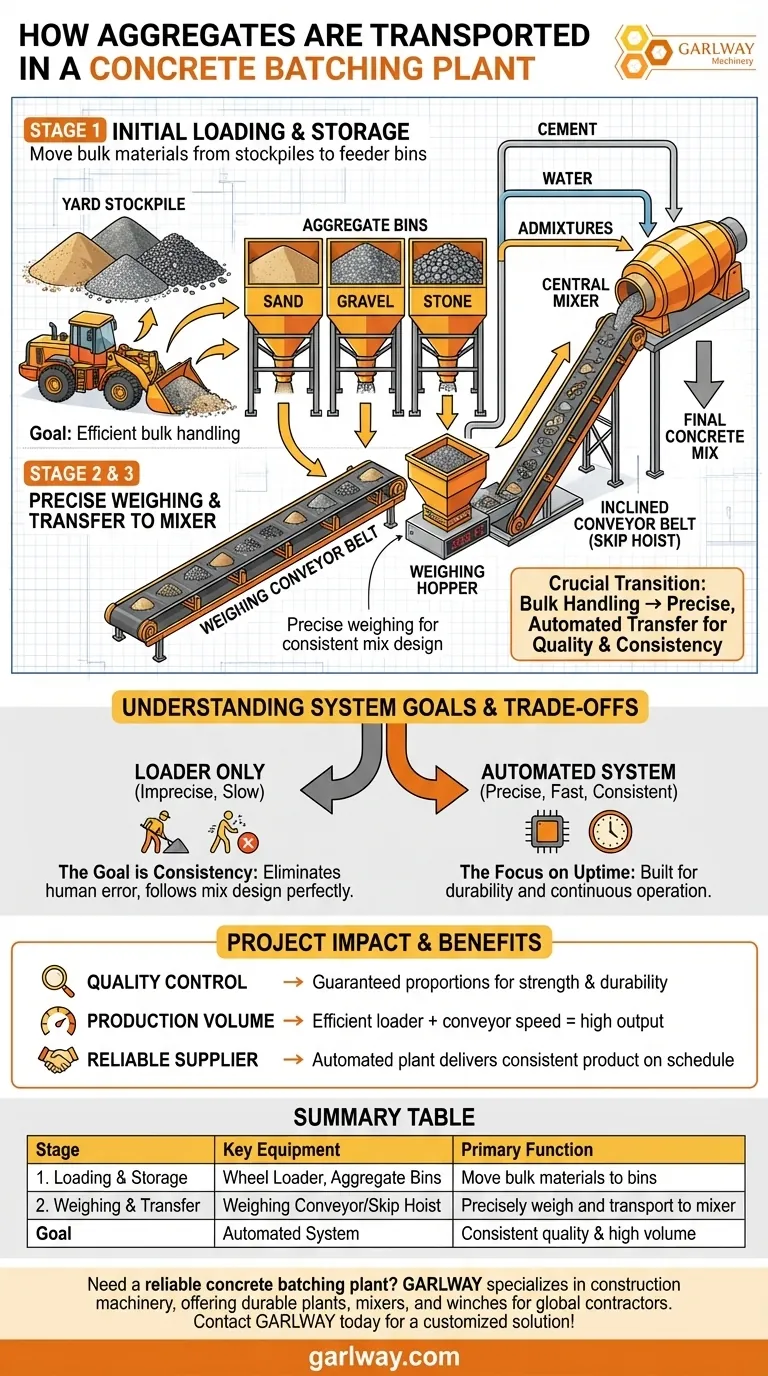
In a concrete batching plant, aggregates are transported through a two-stage process. First, a wheel loader moves bulk materials from yard stockpiles into feeder bins, and then an automated conveyor system transfers precisely weighed amounts from those bins to the central mixer.
The entire system is designed for a crucial transition: moving from large-scale, bulk handling of raw materials to a highly precise, automated transfer that ensures the quality and consistency of the final concrete mix.

The Aggregate Journey: From Stockpile to Mixer
Understanding the flow of aggregates is key to understanding how a modern batching plant operates. The process is a carefully choreographed sequence designed for accuracy and efficiency, moving materials from storage to the point of mixing.
Stage 1: Initial Loading and Storage
A wheel loader is the primary workhorse for the initial stage. It scoops different specifications of aggregates—such as sand, gravel, or crushed stone—from large stockpiles in the plant's yard.
The loader then deposits these materials into a series of large hoppers or aggregate bins. Each bin is dedicated to a specific type or size of aggregate, keeping the raw materials separated and ready for batching.
Stage 2: Precise Weighing
From the storage bins, the process becomes automated. Gates at the bottom of each bin open to release aggregates onto a weighing conveyor belt or into a weighing hopper.
This step is critical for quality control. The system measures the exact weight of each aggregate required for the specific concrete recipe (mix design) before it moves to the next stage.
Stage 3: Transfer to the Mixer
Once the correct weight of aggregates is batched, a final transport system takes over. Most commonly, an inclined conveyor belt or a skip hoist carries the weighed materials up and into the plant's main mixing drum.
This conveyor delivers the aggregates to be combined with precisely measured amounts of cement, water, and any necessary chemical admixtures to produce the final concrete.
Understanding the Trade-offs and System Goals
The multi-stage transport system used in concrete plants is not arbitrary; it's a solution engineered to balance speed with precision, which are the two most important factors in concrete production.
Why Not Just One System?
Using a wheel loader for the entire process would be imprecise and slow, failing to meet the strict tolerances required for quality concrete. A conveyor-only system would be impractical for managing the vast, open-air stockpiles in the yard.
The Goal is Consistency
The primary goal of this transport system is to ensure every single batch of concrete is identical. The automated weighing and conveyor transport eliminates human error, guaranteeing the mix design is followed perfectly every time.
The Focus on Uptime
The reliability of the conveyor system is paramount. A breakdown of a belt or hoist can bring the entire plant's production to a halt. For this reason, these systems are built for durability and continuous operation.
How This Impacts Your Project Outcome
The method of aggregate transport directly influences the final quality and cost of the concrete you use. Understanding this process helps you appreciate what defines a high-quality production facility.
- If your primary focus is quality control: The automated weighing and conveyor transport is the heart of the operation, as it guarantees the precise aggregate proportions for consistent strength and durability.
- If your primary focus is production volume: The efficiency of the wheel loader feeding the bins and the speed of the conveyor system dictate the plant's overall output in cubic meters per hour.
- If you are selecting a concrete supplier: A plant with a well-maintained, fully automated batching and transport system is more likely to deliver a consistent product on schedule.
Ultimately, understanding this logistical flow from stockpile to mixer reveals how modern concrete production transforms simple raw materials into a highly engineered final product.
Summary Table:
| Stage | Key Equipment | Primary Function |
|---|---|---|
| 1. Loading & Storage | Wheel Loader, Aggregate Bins | Move bulk materials from yard stockpiles into dedicated storage bins. |
| 2. Weighing & Transfer | Weighing Conveyor/Skip Hoist | Precisely weigh and transport aggregates to the central mixer. |
| Goal | Automated System | Guarantees consistent mix quality and high production volume. |
Need a reliable concrete batching plant for your project? GARLWAY specializes in construction machinery, offering durable concrete batching plants, mixers, and winches designed for contractors and construction companies globally. Our equipment ensures the precise, high-volume production detailed above, guaranteeing consistent concrete quality for your builds. Contact GARLWAY today to discuss your specific needs and get a customized solution!
Visual Guide
Related Products
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
People Also Ask
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- How does operator skill level affect concrete batching plant choice? Match Your Team to the Right Machine
- What is the advantage of a mobile concrete batching plant? Achieve On-Site Production & Total Control
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What are the main components of a concrete mixing station? A Guide to Efficient Concrete Production



















