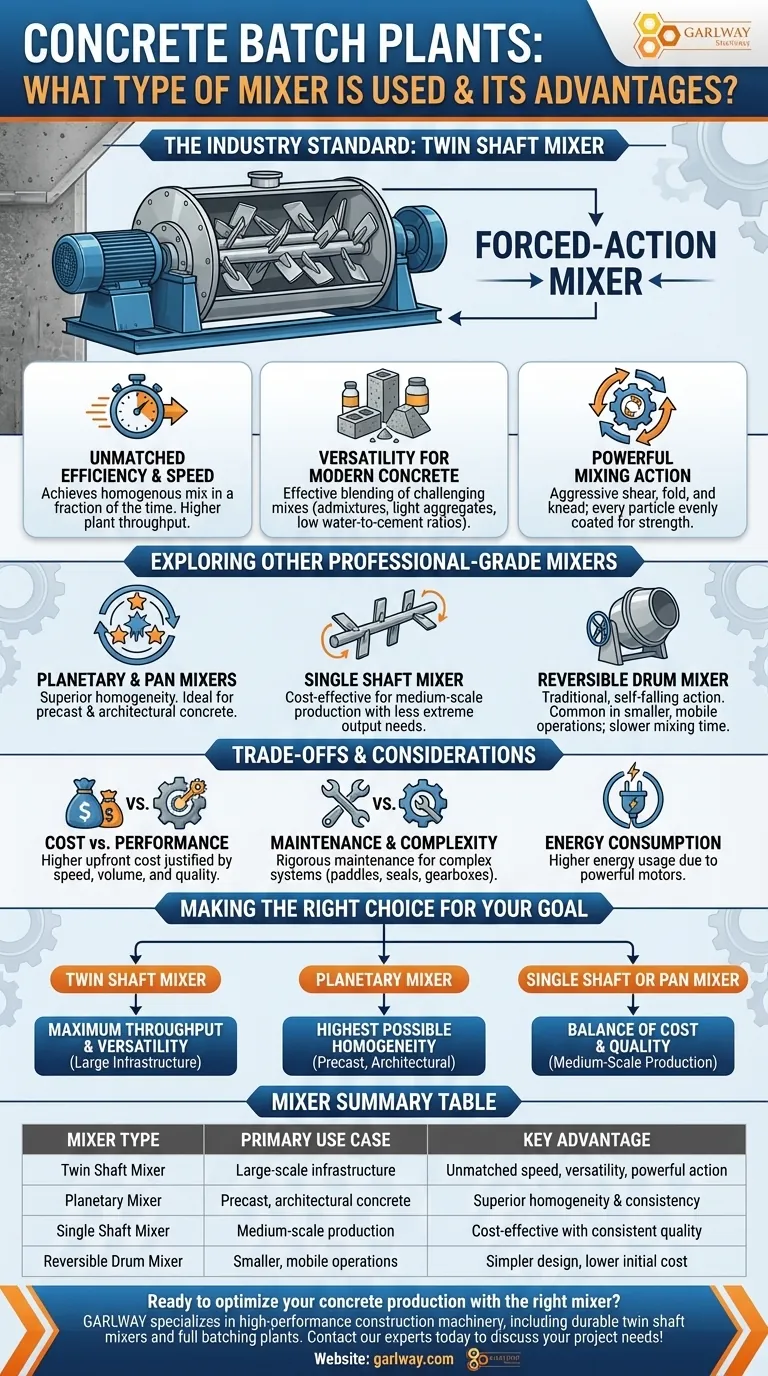
The most common mixer used in modern concrete batch plants is the twin shaft mixer. This design is favored for its high efficiency, powerful mixing action, and ability to produce a consistent, high-quality product in a short amount of time, making it ideal for large-scale construction projects.
The choice of a concrete mixer is no longer just about blending ingredients; it's about guaranteeing speed, consistency, and the versatility to handle complex, high-performance concrete mixes. While the twin shaft mixer is the industry standard for high-volume production, other specialized mixers exist to meet specific quality demands.

The Dominance of the Twin Shaft Mixer
The twin shaft mixer is classified as a forced-action mixer. This is the critical distinction that sets it apart from older, simpler designs and makes it the centerpiece of most high-output batch plants.
Why Forced Mixing Matters
Unlike self-falling or drum mixers that rely on gravity to tumble materials, forced-action mixers use a series of paddles on rotating shafts to actively shear, fold, and knead the batch.
This aggressive action ensures that every particle of sand and aggregate is evenly coated with cement paste, which is essential for strength and durability.
Unmatched Efficiency and Speed
The dual, counter-rotating shafts create an intense, turbulent mixing zone in the center of the drum.
This process is incredibly fast, achieving a homogenous mix in a fraction of the time required by other systems. This directly translates to higher plant throughput and more concrete produced per hour.
Versatility for Modern Concrete
Modern construction demands more than just standard concrete. Mixes often include various admixtures, light aggregates, or very low water-to-cement ratios (hard-dry concrete).
The powerful, compulsory action of a twin shaft mixer can effectively blend these challenging and specialized mixes, which simpler designs often struggle with.
Exploring Other Professional-Grade Mixers
While the twin shaft is the workhorse, different project requirements can call for other types of forced-action mixers. Understanding these alternatives provides a complete picture of professional mixing technology.
Planetary and Pan Mixers
Planetary mixers represent a more advanced mixing technology. They feature one or more mixing stars that rotate on a central axis while also rotating themselves, ensuring no part of the mixer is left untouched.
This action delivers exceptional homogeneity, making them the preferred choice for precast concrete plants, architectural elements, and projects demanding the absolute highest quality and consistency. Pan mixers, a simpler variant, are also a reliable choice for many applications.
Single Shaft Mixers
As the name implies, this mixer uses a single horizontal shaft with paddles. It is also a forced-action mixer but offers a slightly less intense mixing effect compared to a twin shaft.
They serve as a cost-effective solution for plants where the extreme output and power of a twin shaft mixer are not required.
Reversible Drum Mixers
This is a more traditional, self-falling mixer. While common in smaller, mobile concrete operations, it is less frequently used as the primary mixer in large, stationary batch plants due to its slower mixing time and less vigorous action.
Understanding the Trade-offs
Choosing a high-performance mixer involves balancing clear advantages with practical considerations. No single solution is perfect for every scenario.
Cost vs. Performance
Forced-action mixers like twin shaft and planetary models are a significant capital investment compared to simpler drum mixers. This higher upfront cost is justified by their speed, output volume, and the superior quality of the concrete they produce.
Maintenance and Complexity
The gearboxes, shafts, seals, and paddles of a forced-action mixer are complex mechanical systems that require a rigorous maintenance schedule. Worn paddles or arms can dramatically reduce mixing efficiency, necessitating regular inspection and replacement.
Energy Consumption
The powerful, high-torque motors required to drive forced-action mixing consume more energy than simpler designs. This operational cost is a direct trade-off for the speed and quality achieved.
Making the Right Choice for Your Goal
The mixer is the heart of a concrete batch plant, and its selection should be directly aligned with the primary objectives of the operation. The entire system, from powder delivery via screw conveyors to the PLC-automated controls, is built to support its function.
- If your primary focus is maximum throughput and versatility for large infrastructure: The twin shaft mixer is the undisputed industry standard for its balance of speed, power, and reliability.
- If your primary focus is the highest possible homogeneity for precast or architectural concrete: The planetary mixer's advanced, comprehensive mixing action is the superior choice.
- If your primary focus is a balance of cost and consistent quality for medium-scale production: A single shaft or a robust pan mixer can provide excellent results without the investment of a twin shaft system.
Ultimately, selecting the right mixer is a foundational decision that directly impacts project timelines, product quality, and operational efficiency.
Summary Table:
| Mixer Type | Primary Use Case | Key Advantage |
|---|---|---|
| Twin Shaft Mixer | Large-scale infrastructure, high-volume production | Unmatched speed, versatility, and powerful mixing action |
| Planetary Mixer | Precast, architectural concrete | Superior homogeneity and consistency |
| Single Shaft Mixer | Medium-scale production | Cost-effective with consistent quality |
| Reversible Drum Mixer | Smaller, mobile operations | Simpler design, lower initial cost |
Ready to optimize your concrete production with the right mixer? At GARLWAY, we specialize in high-performance construction machinery, including durable twin shaft mixers, concrete mixers, and full batching plants tailored for construction companies and contractors worldwide. Our solutions are designed to maximize your throughput, ensure consistent quality, and enhance operational efficiency. Contact our experts today to discuss your project needs and discover how GARLWAY can deliver the reliability and performance your business demands.
Visual Guide
Related Products
- JS500 Electric Cement Concrete Mixer for Sale
- Shaft Mixer Machine for Cement and Regular Concrete Mixing
- HZS90 Large Multiquip Concrete Mixers for Construction
- Portable Cement Mixer with Lift Concrete Machine
- JDC350 Small Cement Concrete Mortar Mixer
People Also Ask
- How can a concrete mixer be used to remove rust from metal parts? A Powerful, Large-Scale Cleaning Method
- How should contractors choose the type of concrete mixer for a project? Match Mixer to Job for Optimal Quality & Efficiency
- What are the benefits of electric concrete mixers? Quiet, Clean, and Low-Maintenance Mixing
- What are the four factors to consider when selecting a concrete mixer? Optimize Your Construction Project
- What are the two main types of concrete mixers and their uses? Choose the Right Mixer for Your Project



















