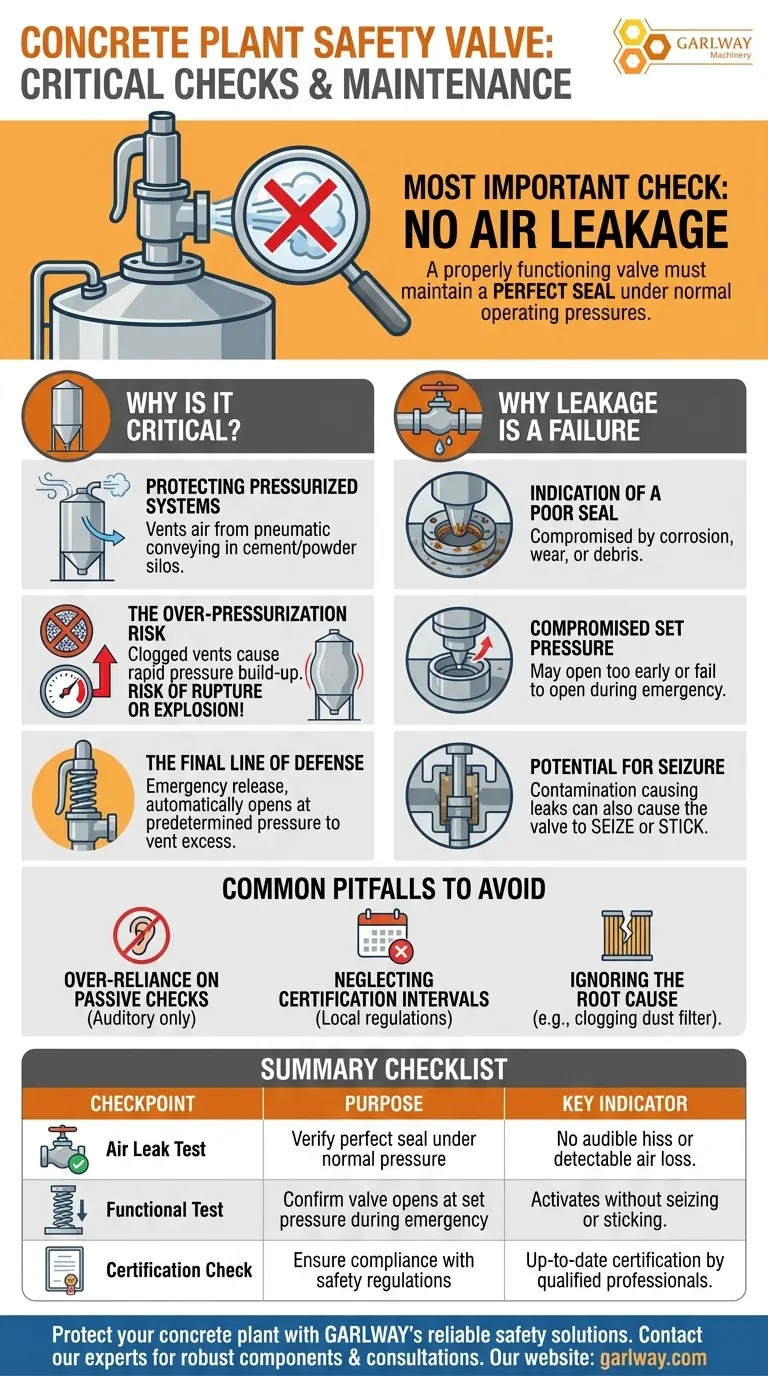
When inspecting a concrete mixing plant's safety valve, the single most important check is to verify that there is no air leakage. A properly functioning valve must maintain a perfect seal under normal operating pressures. Any audible hiss or detectable air loss signifies a failure that compromises its ability to protect the system.
The safety valve is the final safeguard against catastrophic over-pressurization, typically in a cement silo. Therefore, checking for air leaks is not merely a maintenance task—it is a critical verification of the system's emergency response capability.

The Role of the Safety Valve in a Concrete Plant
To understand why a simple leak check is so vital, you must first understand the valve's purpose. It is a non-negotiable safety device, not an operational component.
Protecting Pressurized Systems
The most common application for a safety valve in a concrete plant is on top of a cement or powder silo. When powder is pneumatically conveyed into the silo, the air used for transport must be vented safely.
The Over-Pressurization Risk
If the silo's primary vent or dust collector becomes clogged, the incoming air has nowhere to go. This can cause pressure to build inside the silo with incredible speed, turning it into a massive, pressurized vessel.
The Final Line of Defense
The safety valve is a simple, spring-loaded device designed to automatically open at a specific, predetermined pressure. It acts as the emergency release, venting excess pressure and preventing the silo from rupturing or exploding.
Why Air Leakage Is a Critical Failure Indicator
A leak, no matter how small, is a direct sign that the valve can no longer be trusted to perform its critical function.
Indication of a Poor Seal
Air leakage means the valve's seat or sealing surface is compromised. This could be caused by corrosion, wear, or debris trapped inside the valve from the silo's contents.
Compromised Set Pressure
A valve that cannot seal properly under normal conditions is highly unlikely to open at its precise set pressure during an emergency. It may open too early, causing material loss, or fail to open at all.
The Potential for Seizure
The same contamination or corrosion causing a minor leak could easily cause the valve's internal mechanism to seize or stick. This is the worst-case scenario, as it renders the valve useless during an over-pressure event. The leak is the warning sign.
Common Pitfalls to Avoid
Simply listening for a leak is a good first step, but a comprehensive safety protocol requires more diligence.
Over-Reliance on Passive Checks
An auditory check only confirms a current leak. It does not guarantee the valve will open under pressure. A periodic, documented manual activation or functional test is essential to confirm it isn't seized.
Neglecting Certification Intervals
Safety valves are critical components that often fall under local safety regulations. They require periodic inspection and certification by qualified professionals. A daily leak check does not replace this requirement.
Ignoring the Root Cause
Finding a leaking valve is finding a symptom. The true problem may be a consistently clogging dust filter or improper silo filling procedures causing pressure spikes. You must investigate and correct the upstream issue that is damaging the valve.
Making the Right Choice for Your Goal
Your inspection protocol should be guided by your specific safety and operational objectives.
- If your primary focus is daily operational safety: Your team must make the auditory and visual check for leaks a mandatory part of every pre-start and filling checklist.
- If your primary focus is long-term plant reliability: You must implement and document a schedule for periodic functional tests and professional recertification of all safety valves.
- If your primary focus is proactive maintenance: If a leak is found, your procedure must include an investigation into the associated dust collection and pneumatic systems to fix the condition that damaged the valve.
Treating the safety valve as a critical safety device, not just another component, is fundamental to maintaining a safe and efficient plant.
Summary Table:
| Checkpoint | Purpose | Key Indicator |
|---|---|---|
| Air Leak Test | Verify the valve maintains a perfect seal under normal pressure. | No audible hiss or detectable air loss. |
| Functional Test | Confirm the valve opens at its set pressure during an emergency. | Valve activates without seizing or sticking. |
| Certification Check | Ensure compliance with safety regulations and periodic inspections. | Up-to-date certification by qualified professionals. |
Protect your concrete plant from catastrophic failures with GARLWAY's reliable safety solutions. As a specialist in construction machinery, we provide robust components like safety valves, winches, concrete mixers, and batching plants tailored for construction companies and contractors globally. Ensure your equipment meets the highest safety standards—contact our experts today for a consultation on enhancing your plant's reliability and safety!
Visual Guide
Related Products
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
People Also Ask
- What are the different types of mixers used in concrete plants? Choose the Right Mixer for Your Project
- How are concrete mixers classified based on installation methods? Stationary vs. Mobile Mixers Explained
- What are the main types of concrete mixers mentioned? Find the Perfect Mixer for Your Project
- What is the average lifespan of a concrete mixer? Maximize Your Equipment's Lifespan & ROI
- When was the first concrete mixer developed and by whom? Discover the 1900 Breakthrough












