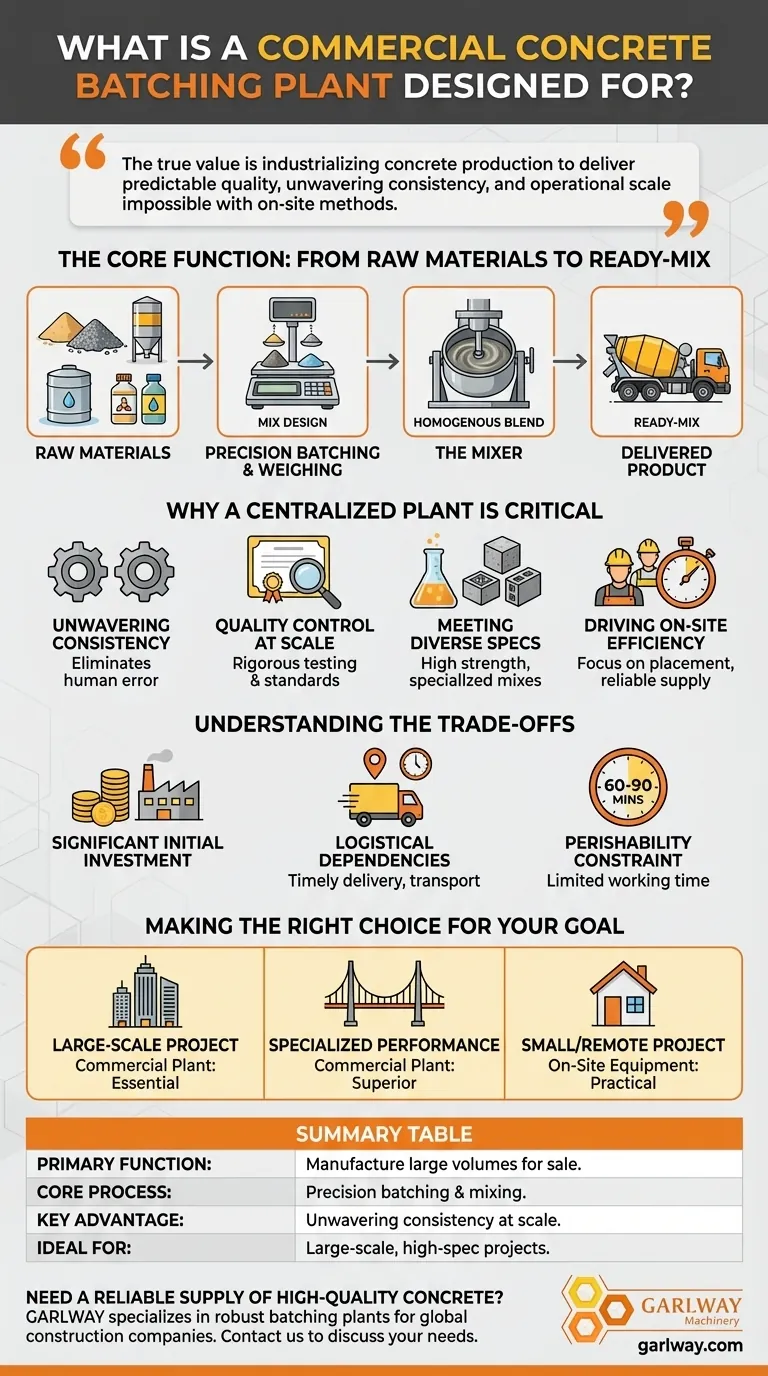
At its core, a commercial concrete batching plant is designed for one primary purpose: to manufacture large volumes of high-quality, ready-mixed concrete for sale to multiple construction projects. It functions as a centralized factory, transforming raw materials like sand, gravel, cement, and water into a precisely engineered and consistent final product.
The true value of a commercial batching plant isn't just mixing ingredients. It's about industrializing concrete production to deliver predictable quality, unwavering consistency, and operational scale that is impossible to achieve with on-site mixing methods.

The Core Function: From Raw Materials to Ready-Mix
A commercial batching plant is a highly organized system where each component has a specific role in ensuring the quality of the final product.
Centralizing Ingredient Management
The plant serves as the single point for receiving and storing all necessary raw materials. This includes aggregates (sand, gravel, stone), binders (cement, fly ash), water, and chemical admixtures.
Precision Batching and Weighing
This is the most critical step. The plant uses a sophisticated system of scales and meters to weigh each ingredient according to a specific, pre-programmed "mix design." This precision ensures that every single batch of concrete has the exact same proportions.
The Heart of the Plant: The Mixer
Once batched, the materials are fed into a large industrial mixer. The mixer’s job is to blend the components into a homogenous and uniform mixture, ensuring that every particle of aggregate is fully coated with cement paste. This thorough mixing is essential for the concrete's strength and durability.
Delivering a Finished Product
After mixing is complete, the ready-mix concrete is discharged directly into a concrete transport truck (or "agitator truck"). It is then delivered to the construction site, ready to be poured.
Why a Centralized Plant is Critical
Using a commercial batching plant provides fundamental advantages over mixing concrete directly at the job site.
Ensuring Unwavering Consistency
Automated batching eliminates the human error and variability common with on-site mixing. This means the 100th truck of concrete delivered to a job will have the same properties as the first.
Achieving Quality Control at Scale
A centralized plant operates like a manufacturing facility. It allows for rigorous quality control, testing of raw materials, and adherence to strict industry standards, guaranteeing that the concrete meets the required performance specifications for the project.
Meeting Diverse Project Specifications
Modern construction demands concrete with specific properties, such as high strength, rapid setting, or enhanced workability. Commercial plants can easily incorporate various admixtures and fibers into their mix designs to produce highly specialized concrete tailored to any engineering requirement.
Driving On-Site Efficiency
By outsourcing concrete production, contractors can focus on placement and finishing. It eliminates the need for on-site material storage, reduces labor requirements, and ensures a reliable supply of concrete, which keeps the project on schedule.
Understanding the Trade-offs
While indispensable for modern construction, the commercial plant model has inherent operational constraints.
Significant Initial Investment
These are large, complex facilities that require substantial capital investment in land, equipment, and technology.
Logistical Dependencies
The entire operation is critically dependent on logistics. This includes the timely delivery of raw materials to the plant and the efficient transport of the perishable concrete from the plant to the job site.
The Constraint of Perishability
Ready-mix concrete has a limited working time before it begins to harden, typically 60-90 minutes. This creates a geographical service radius around the plant, as travel time to the job site is a major limiting factor.
Making the Right Choice for Your Goal
Understanding the plant's purpose helps you determine how to source concrete for your project.
- If your primary focus is a large-scale construction project: A commercial batching plant is your only viable source for the volume, quality assurance, and consistency required.
- If your primary focus is ensuring specialized performance: The precise control over admixtures and complex mix designs makes a commercial plant far superior to any on-site alternative.
- If your primary focus is a small or extremely remote project: The logistical challenges and potential costs of delivery from a commercial plant might make smaller, portable on-site batching equipment a more practical solution.
Ultimately, a commercial concrete batching plant transforms concrete production from a variable construction task into a reliable and precise manufacturing process.
Summary Table:
| Key Aspect | Purpose of a Commercial Plant |
|---|---|
| Primary Function | Manufacture large volumes of ready-mix concrete for sale to multiple projects. |
| Core Process | Precision batching, weighing, and mixing of raw materials into a uniform product. |
| Key Advantage | Ensures unwavering consistency and quality control at an industrial scale. |
| Ideal For | Large-scale construction projects requiring reliable, high-specification concrete. |
Need a reliable supply of high-quality concrete for your next project?
GARLWAY specializes in construction machinery, offering robust and efficient concrete batching plants designed for construction companies and contractors globally. Our solutions help you achieve industrial-scale production with predictable quality and operational efficiency.
Contact us today to discuss how a GARLWAY batching plant can meet your project's specific needs and drive your success.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
People Also Ask
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project



















