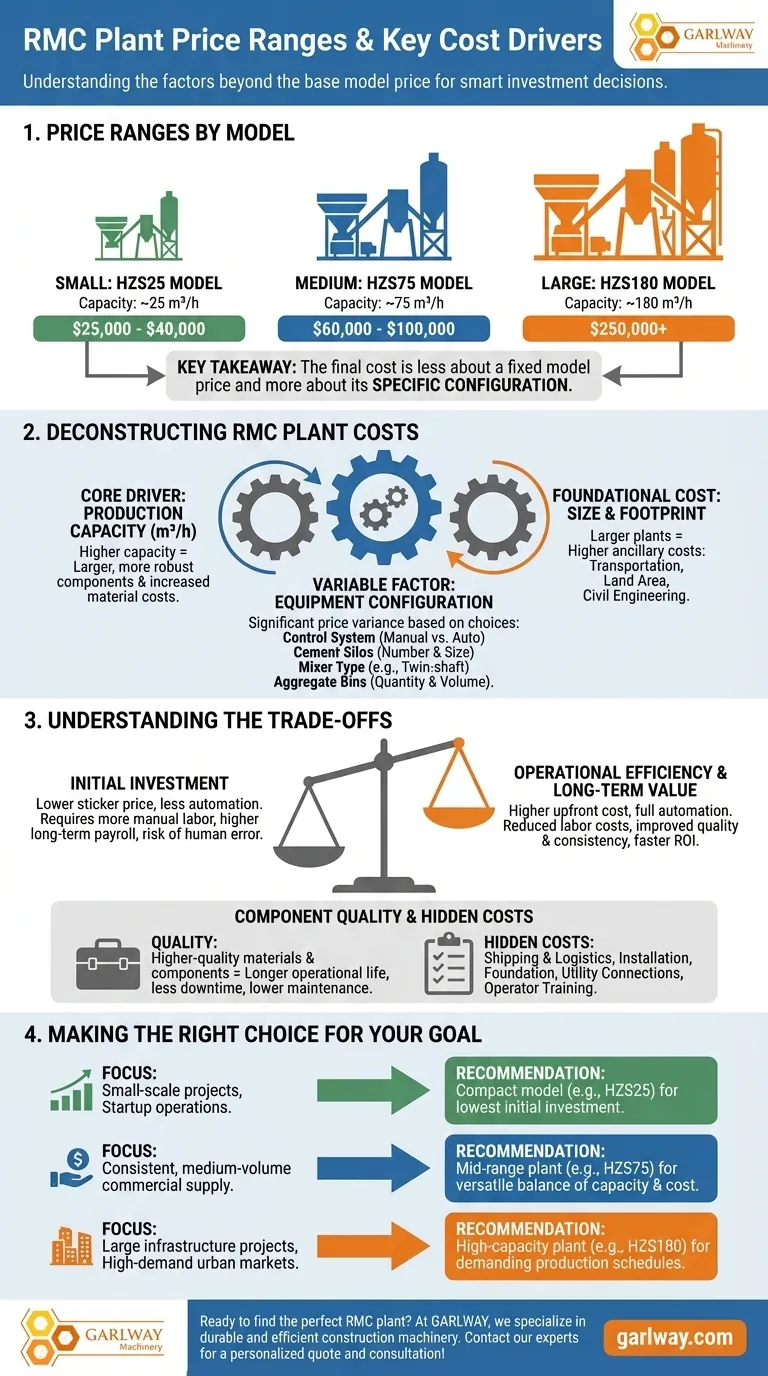
The price of a ready-mix concrete (RMC) plant varies significantly based on its size and production capacity. A small HZS25 model can cost between $25,000 and $40,000, while a medium-sized plant like the HZS75 ranges from $60,000 to $100,000. Large-scale industrial plants, such as the HZS180, will typically exceed $250,000.
The final cost of an RMC plant is less about a fixed model price and more about its specific configuration. Key factors like production capacity, automation level, and component quality are the true cost drivers you must evaluate for your project's needs.

Deconstructing RMC Plant Costs
The model number of a plant, like "HZS75," is a starting point. The wide price ranges exist because nearly every plant is configured to meet specific operational demands. Understanding the components that drive the cost is essential for accurate budgeting.
The Core Driver: Production Capacity
The most significant factor influencing price is the plant's rated production capacity, typically measured in cubic meters per hour (m³/h).
Higher capacity requires larger and more robust components across the board, from the aggregate bins and conveyor belts to the mixer and cement silos. This directly increases the material and manufacturing costs.
The Variable Factor: Equipment Configuration
This is where the majority of price variance occurs. Two plants with the same capacity can have drastically different prices based on their chosen components.
Key configuration choices include:
- Control System: A fully automatic, computer-controlled system is more expensive than a semi-automatic or manual one but reduces labor costs and improves batch consistency.
- Cement Silos: The number and size of cement silos needed will impact the final price.
- Mixer Type: Different mixer designs (e.g., twin-shaft vs. planetary) have different costs and are suited for different types of concrete.
- Aggregate Bins: The quantity and volume of the aggregate storage bins will be tailored to your operational needs.
The Foundational Cost: Size and Footprint
A larger plant not only costs more to manufacture but also incurs higher ancillary costs.
These include increased expenses for transportation to the site, a larger land area requirement, and more substantial civil engineering work for the foundation.
Understanding the Trade-offs
Choosing an RMC plant is an exercise in balancing upfront investment with long-term operational efficiency. The lowest sticker price is rarely the best overall value.
Initial Investment vs. Operational Efficiency
A lower-cost plant with less automation may seem attractive initially. However, it will likely require more manual labor to operate, potentially leading to higher long-term payroll expenses and a greater risk of human error in batching.
Conversely, a higher-priced, fully automated plant can significantly reduce labor costs and improve the quality and consistency of the final product, leading to a faster return on investment.
Component Quality and Maintenance
The price can also reflect the quality of the materials and components used, such as the thickness of the steel, the brand of the motors, and the sophistication of the electronics.
Investing more upfront for higher-quality components can lead to a longer operational life, less downtime for repairs, and lower overall maintenance costs.
Hidden Costs Beyond the Plant
The quoted price for the plant machinery is only one part of the total project budget.
Be sure to account for shipping and logistics, on-site installation and commissioning, foundation construction, utility connections (water and power), and operator training.
Making the Right Choice for Your Goal
Your decision should be guided by your specific production requirements and business model.
- If your primary focus is small-scale projects or startup operations: A compact model like the HZS25 offers the lowest initial investment to get started.
- If your primary focus is consistent, medium-volume commercial supply: A mid-range plant like the HZS75 provides a strong balance of production capacity and cost, making it a versatile workhorse.
- If your primary focus is large infrastructure projects or high-demand urban markets: A high-capacity plant like the HZS180 is necessary to meet demanding production schedules, justifying its significant upfront cost.
Ultimately, defining your required production volume and operational goals is the most critical step in determining the right RMC plant investment.
Summary Table:
| Model | Production Capacity (m³/h) | Estimated Price Range |
|---|---|---|
| HZS25 | ~25 | $25,000 - $40,000 |
| HZS75 | ~75 | $60,000 - $100,000 |
| HZS180 | ~180 | $250,000+ |
Ready to find the perfect RMC plant for your project's budget and needs?
At GARLWAY, we specialize in providing durable and efficient construction machinery, including concrete batching plants, for contractors and construction companies worldwide. We'll help you navigate the options—from compact to high-capacity models—to ensure you get the best value and performance for your investment.
Contact our experts today for a personalized quote and consultation!
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- Ready Mixer Machine for Construction Ready Mix Machinery
- Belle Cement Mixer JS2000 Volumetric Concrete Mixer for Harbor Freight
- HZS90 Large Multiquip Concrete Mixers for Construction
- JW1000 Mobile Cement Mixer Concrete Mixer Truck and Batching Plant
People Also Ask
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- Why is the control of lighting important in the electrical system of a concrete mixing plant?
- How does ready-mix work? A Guide to Efficient, High-Quality Concrete Delivery
- What is the name of the machine used in ready mix? Unpacking the Complete Concrete System









