In a concrete mixing plant, storage bins serve a dual purpose: they safely hold the essential raw materials and act as the immediate supply point for the automated batching system. They are the first critical step in transforming individual ingredients into uniform, high-quality concrete.
The core function of storage bins extends beyond simple storage. They are the foundational stage of quality control, ensuring that the precise ingredients required by a concrete recipe are consistently available for the automated mixing process.

The Foundation of the Production Chain
A concrete plant's output is only as reliable as its input. Storage bins are the gatekeepers of this process, ensuring that the correct materials are ready for production at a moment's notice.
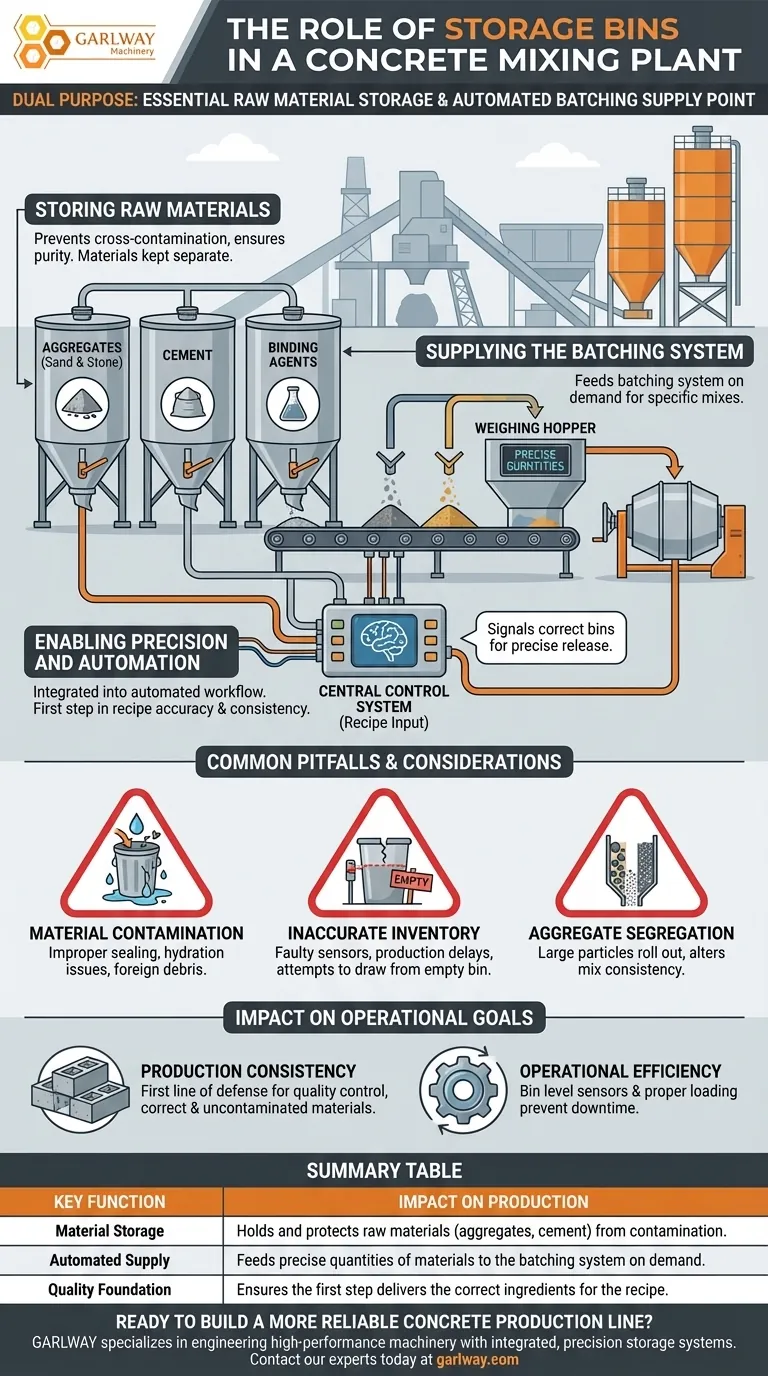
Storing Raw Materials
The most basic role of these bins is to hold the primary components of concrete. This includes aggregates like sand and stone, as well as binding agents like cement.
Each material is kept in a separate, dedicated bin to prevent cross-contamination and ensure purity.
Supplying the Batching System
The active role of storage bins is to feed the batching system. When a specific concrete mix is requested, gates at the bottom of the bins open to release precise quantities of each material onto a conveyor or into a weighing hopper.
This handoff from storage to batching is the first point where the recipe begins to take physical form.
Enabling Precision and Automation
Modern concrete plants are highly automated systems designed for accuracy and efficiency. The storage bins are not isolated silos but are fully integrated into this automated workflow.
Integrating with the Control System
The plant's central control system manages the entire production process, from recipe input to final mixing. This system knows exactly which bin holds which material.
Based on the selected recipe, the software sends signals to the correct bins, dictating exactly how much material to release for the batch.
The First Step in Recipe Accuracy
The goal of a mixing plant is to produce homogenous and uniform batches of concrete every single time. This consistency is impossible without a reliable supply source.
If the bins supply the wrong material or an inconsistent flow, the entire batch can be compromised, regardless of how precise the downstream machinery is.
Common Pitfalls and Considerations
While their function seems straightforward, mismanagement of storage bins can lead to significant production issues. Understanding these potential failures highlights their importance.
Material Contamination
Improperly sealed or managed bins can allow moisture or foreign debris to contaminate the materials. This is especially critical for cement, which can be ruined by hydration, and for aggregates that must meet specific quality standards.
Inaccurate Inventory
A plant relies on knowing how much material it has on hand. Faulty level sensors or a lack of monitoring can lead the control system to attempt to draw from an empty bin, causing costly production delays.
Aggregate Segregation
When loading aggregates into a tall bin, larger particles can roll to the outside while smaller ones concentrate in the center. This segregation can affect the consistency of the aggregate being supplied to the batcher, subtly altering the properties of the final concrete mix.
How Storage Bins Impact Your Operational Goals
The management and design of your storage bins directly influence your ability to meet key production targets.
- If your primary focus is Production Consistency: View your storage bins as the first line of defense for quality control. They must supply the correct, uncontaminated, and uniform materials for every single batch.
- If your primary focus is Operational Efficiency: Integrate bin level sensors and proper loading procedures with your central control system. This prevents downtime by ensuring a continuous and precisely managed supply of materials.
Ultimately, well-managed storage bins are the bedrock of a reliable and precise concrete production operation.
Summary Table:
| Key Function | Impact on Production |
|---|---|
| Material Storage | Holds and protects raw materials (aggregates, cement) from contamination. |
| Automated Supply | Feeds precise quantities of materials to the batching system on demand. |
| Quality Foundation | Ensures the first step in the process delivers the correct ingredients for the recipe. |
Ready to build a more reliable and efficient concrete production line?
At GARLWAY, we specialize in engineering high-performance construction machinery, including complete concrete batching plants with integrated, precision storage systems. Our solutions are designed for construction companies and contractors who demand unwavering consistency and operational efficiency.
Let us help you lay the right foundation for your success. Contact our experts today to discuss your specific needs.
Visual Guide
Related Products
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
People Also Ask
- What are the two methods of material charging in a concrete mixing station? Single vs. Multiple Charging Explained
- What are the main components of a concrete mixing station? A Guide to Efficient Concrete Production
- Why buy concrete batch plant parts only from the manufacturer? Protect Your Investment and Maximize Uptime
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project
- What precautions should be taken before operating the concrete mixing station in winter? Ensure Safe & Efficient Production



















