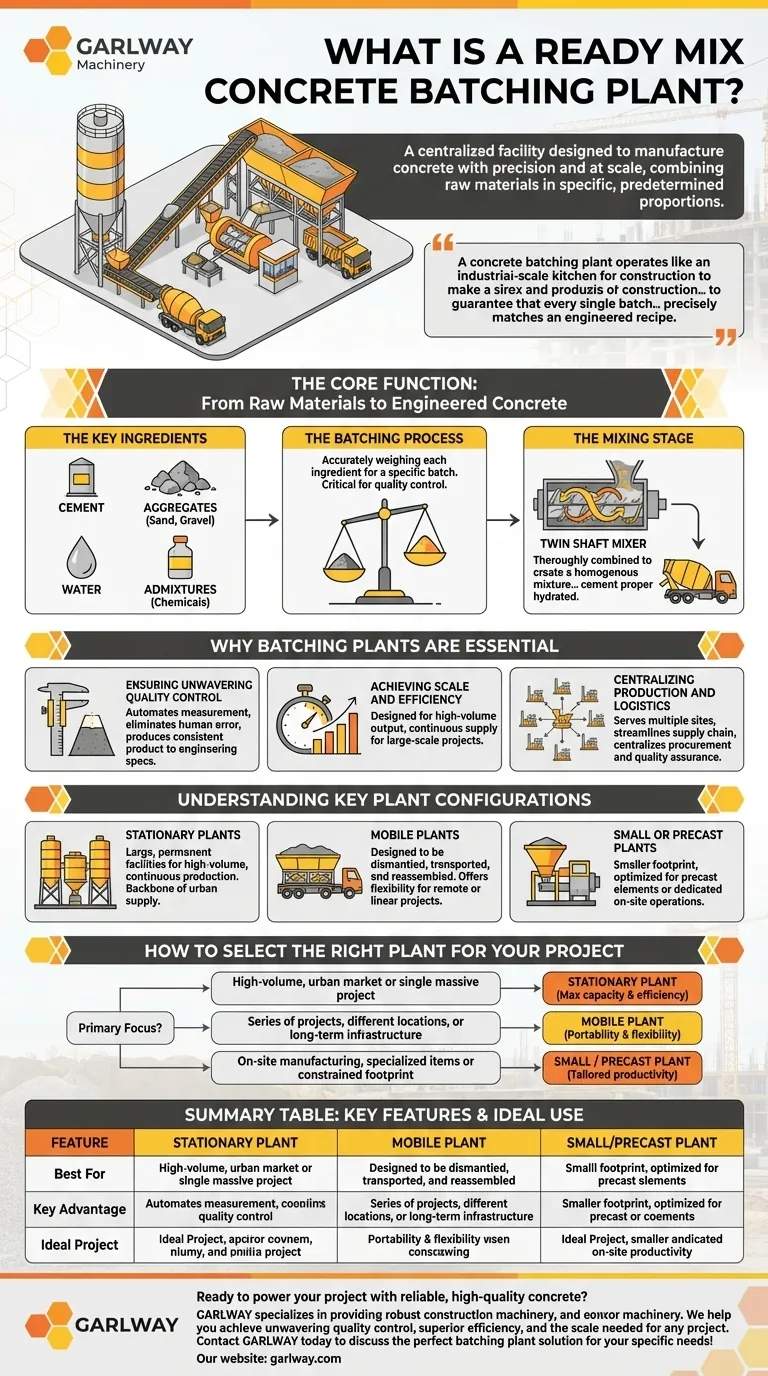
A ready-mix concrete batching plant is a centralized facility designed to manufacture concrete with precision and at scale. It systematically combines raw materials—such as cement, sand, water, and various aggregates like stone or gravel—in specific, predetermined proportions. This process creates high-quality, consistent concrete that is then transported to construction sites.
A concrete batching plant operates like an industrial-scale kitchen for construction. Its core purpose is not just to mix ingredients, but to guarantee that every single batch of concrete precisely matches an engineered recipe for optimal strength and performance.

The Core Function: From Raw Materials to Engineered Concrete
A batching plant is the heart of modern concrete production, transforming basic components into a highly specified construction material. The process is defined by accuracy and repeatability.
The Key Ingredients
The plant stores and handles several core components. These typically include cement, water, various types of sand and gravel (aggregates), and chemical admixtures that modify the concrete's properties.
The Batching Process
The term "batching" refers to the process of accurately weighing each ingredient for a specific batch of concrete. This step is critical for quality control, as even minor deviations can impact the final strength and durability of the concrete.
The Mixing Stage
Once batched, the materials are fed into a large industrial mixer, often a twin shaft mixer. Here, they are thoroughly combined to create a homogenous mixture, ensuring all aggregates are coated and the cement is properly hydrated.
Why Batching Plants are Essential in Modern Construction
Using a centralized batching plant offers significant advantages over mixing concrete on-site by hand or with small portable mixers. The benefits are centered on quality, efficiency, and scale.
Ensuring Unwavering Quality Control
By automating the measurement and mixing process, RMC plants eliminate the human error common in on-site mixing. This produces a consistent product that meets strict engineering specifications for every single delivery.
Achieving Scale and Efficiency
These facilities are designed for high-volume output. They can produce a continuous and reliable supply of concrete, which is essential for large-scale construction projects that require thousands of cubic meters.
Centralizing Production and Logistics
A single plant can serve multiple construction sites within its delivery radius. This centralizes material procurement, quality assurance, and dispatching, streamlining the entire concrete supply chain.
Understanding Key Plant Configurations
Not all batching plants are the same. Their design is tailored to specific project needs, primarily balancing production capacity against the need for mobility.
Stationary Plants
These are large, permanent facilities designed for high-volume, continuous production. They are the backbone of commercial ready-mix concrete supply in urban areas, serving countless projects from a fixed location.
Mobile Plants
A mobile concrete batching plant is designed to be dismantled, transported, and reassembled at different job sites. This provides immense flexibility for remote projects, large highway jobs, or any construction that spans multiple locations over time.
Small or Precast Plants
These are often smaller-footprint plants, sometimes using a hopper to load materials. They are optimized for specific applications like producing concrete for precast elements (e.g., beams, panels) or for dedicated, high-productivity on-site operations.
How to Select the Right Plant for Your Project
The choice between plant types is a strategic decision based entirely on the project's logistical and production demands.
- If your primary focus is supplying a high-volume, urban market or a single massive project: A stationary plant offers the greatest capacity and efficiency.
- If your primary focus is a series of projects in different locations or a long-term infrastructure job: A mobile plant provides the necessary flexibility to move operations as the project progresses.
- If your primary focus is on-site manufacturing for specialized items or a constrained footprint: A dedicated small or precast plant offers tailored productivity and control.
Ultimately, the concrete batching plant is the critical infrastructure that enables the consistency and quality required by modern construction.
Summary Table:
| Feature | Stationary Plant | Mobile Plant | Small/Precast Plant |
|---|---|---|---|
| Best For | High-volume, urban supply | Projects in multiple locations | On-site, specialized production |
| Key Advantage | Maximum capacity & efficiency | Portability & flexibility | Tailored for specific applications |
| Ideal Project | Large, single-site projects | Remote or linear infrastructure | Precast elements or constrained sites |
Ready to power your project with reliable, high-quality concrete?
GARLWAY specializes in providing robust construction machinery—including stationary, mobile, and precast concrete batching plants—for construction companies and contractors globally. We help you achieve unwavering quality control, superior efficiency, and the scale needed for any project.
Contact GARLWAY today to discuss the perfect batching plant solution for your specific needs!
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS35 Small Cement Concrete Mixing Batch Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
People Also Ask
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- Why is the control of lighting important in the electrical system of a concrete mixing plant?
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control



















