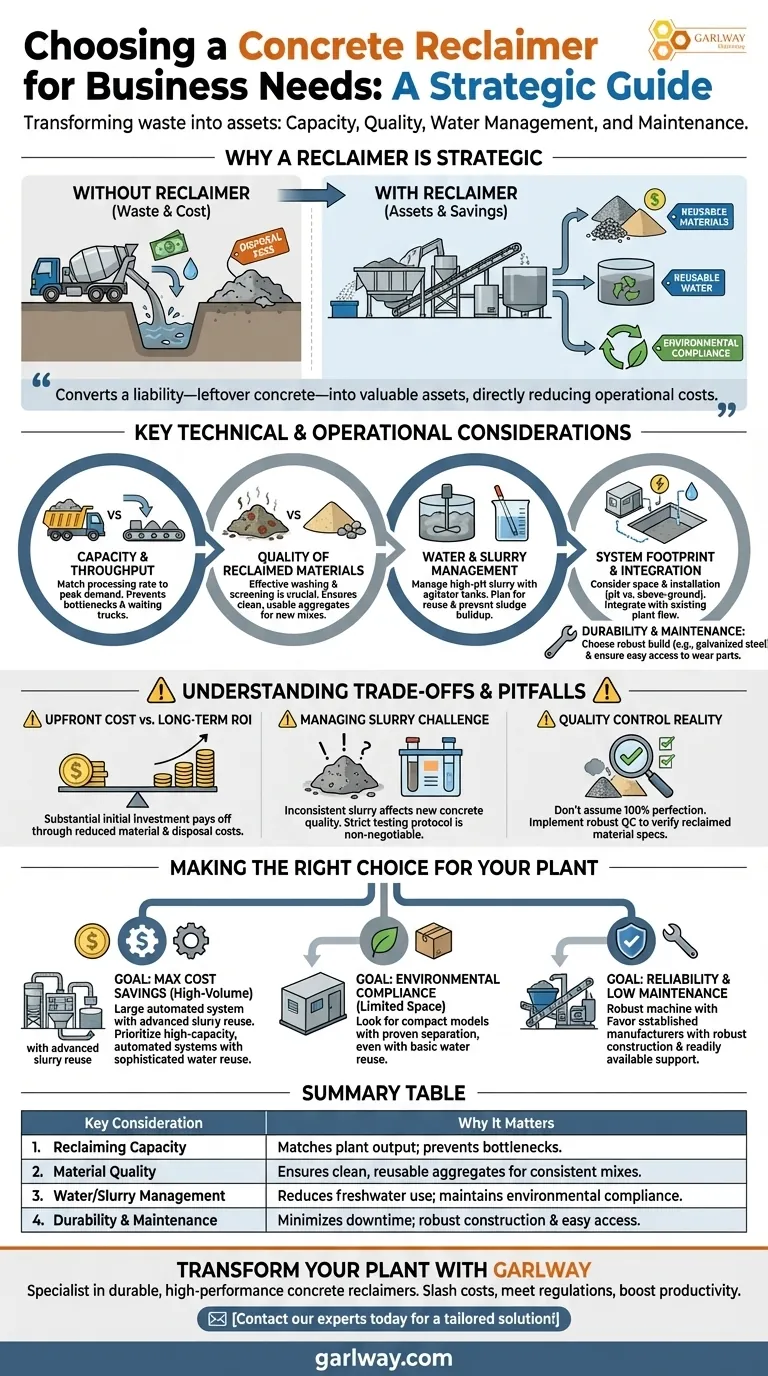
When choosing a concrete reclaimer, you must evaluate its processing capacity, the quality of the materials it recovers, how it integrates with your plant's water management system, and its long-term maintenance requirements. These factors directly impact your return on investment and operational efficiency.
The right concrete reclaimer is not just a waste-disposal tool; it's an integrated system designed to convert a liability—leftover concrete—into valuable assets like reusable aggregates and water, directly reducing your operational costs.

Why a Reclaimer is a Strategic Investment
A concrete reclaimer is the core of a modern plant's material and environmental management strategy. It addresses the fundamental problem of what to do with unused "washout" concrete from returning trucks and mixers.
The Direct Cost Savings
Without a reclaimer, leftover concrete becomes a costly waste product. You pay for the raw materials (cement, aggregate, water) that are wasted, and then you pay again for disposal fees.
A reclaimer breaks this cycle. It separates the washout into its core components, allowing you to reclaim coarse aggregates and sand for use in new batches. It also captures the cement-rich water, which can be reused, reducing your freshwater consumption.
Meeting Environmental Regulations
Environmental regulations regarding concrete washout are increasingly strict. Disposing of high-pH slurry water and concrete solids improperly can lead to significant fines and reputational damage.
A reclaimer provides a closed-loop system, ensuring your plant operates within compliance by preventing contaminated runoff and minimizing solid waste sent to landfills.
Key Technical & Operational Considerations
Evaluating a reclaimer requires looking beyond the spec sheet and considering how it will function within the unique flow of your plant.
Reclaiming Capacity and Throughput
The reclaimer's capacity must match your plant's output. A system that is too small will create a bottleneck, with trucks waiting to wash out, crippling your operational tempo.
Consider the volume of returned concrete you handle on your busiest days. The reclaimer's processing rate, often measured in cubic meters or yards per hour, should comfortably exceed this peak demand.
Quality of Reclaimed Materials
The ultimate goal is to reuse the recovered materials. This is only possible if the reclaimer separates them cleanly.
Poor separation results in sand contaminated with cement fines or aggregates coated in hardened paste. These low-quality materials can compromise new concrete mixes. Look for systems that demonstrate effective washing and screening to produce clean, usable aggregates.
Water and Slurry Management
The "greywater" or slurry produced by the reclaimer is a critical consideration. This water contains suspended cement particles and has a high pH.
You need a plan to manage it. Most systems use an agitator tank to keep the solids suspended, allowing the water to be reused in subsequent batches. Proper management is key to maintaining concrete quality and preventing sludge buildup.
System Footprint and Integration
A reclaimer is not a standalone machine; it must integrate into your plant's layout. Consider the physical space required, known as the footprint.
Some systems require pits and extensive civil work, while others are fully above-ground, offering more installation flexibility. Analyze how it will connect to your existing washout area, water supply, and power sources.
Durability and Maintenance
Concrete is highly abrasive. The reclaimer's internal components, like the screw conveyor and screens, are wear parts.
Evaluate the build quality and material selection (e.g., galvanized steel) to gauge its expected lifespan. Furthermore, ensure the design allows for easy access to key components for routine cleaning and maintenance, minimizing downtime.
Understanding the Trade-offs and Pitfalls
A reclaimer is a significant capital investment, and a successful outcome depends on understanding its limitations and operational demands.
The Upfront Cost vs. Long-Term ROI
The initial purchase and installation price can be substantial. However, this cost must be weighed against the long-term Return on Investment (ROI).
Calculate your potential savings from reduced aggregate and sand purchases, lower water bills, and eliminated disposal fees. For most ready-mix plants, the payback period is surprisingly short.
Managing Slurry is a Common Challenge
Improperly managed slurry is the most common point of failure. If the slurry water's density and chemical properties are not controlled, it can negatively affect the consistency, set time, and strength of new concrete batches.
Implementing a consistent testing protocol for the slurry water is non-negotiable for quality control.
Don't Assume 100% Reuse
While reclaimers are highly efficient, you cannot assume all recovered material is perfect. A robust quality control program is essential to verify that reclaimed aggregates meet the required specifications before being introduced into new mixes.
Making the Right Choice for Your Plant
Your choice should be dictated by your specific operational goals, budget, and physical plant layout.
- If your primary focus is maximizing cost savings in a high-volume plant: Prioritize a high-capacity, automated system with a sophisticated slurry management system that allows for maximum water reuse.
- If your primary focus is meeting environmental compliance with limited space: Look for compact, above-ground models that offer proven material separation and containment, even if the water reuse capabilities are more basic.
- If your primary focus is reliability and low maintenance: Favor systems from established manufacturers known for robust construction and readily available wear parts and technical support.
Ultimately, choosing the right concrete reclaimer transforms your operation from a generator of waste into a model of efficiency and sustainability.
Summary Table:
| Key Consideration | Why It Matters |
|---|---|
| Reclaiming Capacity | Matches plant output to prevent bottlenecks and ensure smooth operations. |
| Material Quality | Ensures clean, reusable aggregates and sand for consistent concrete mixes. |
| Water/Slurry Management | Integrates with plant systems to reduce freshwater use and maintain compliance. |
| Durability & Maintenance | Minimizes downtime with robust construction and easy access to wear parts. |
Transform your concrete plant into a model of efficiency and sustainability with GARLWAY.
As a specialist in construction machinery, GARLWAY offers durable, high-performance concrete reclaimers designed to help construction companies and contractors globally:
- Slash operational costs by reusing aggregates and water.
- Meet strict environmental regulations with closed-loop systems.
- Boost productivity through reliable, low-maintenance designs.
Ready to reduce waste and maximize your ROI? Contact our experts today for a tailored solution!
Visual Guide
Related Products
- Portable Cement Mixer with Lift Concrete Machine
- Portable Electric Small Cement Mixer Concrete Machine
- Portable Concrete Mixer Machine Equipment for Mixing Concrete
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
People Also Ask
- What was the first recorded version of the portable concrete mixer and who invented it? Discover the 1904 Horse-Drawn Innovation
- What are the four main components of a portable concrete mixer? Build Better Concrete with the Right Mixer
- What are the size and portability options for portable cement mixers? Find Your Perfect Match for Any Job
- What is a portable cement mixer? Achieve Consistent, On-Demand Concrete Mixing
- What is the use of a portable concrete mixer? Maximize On-Site Control & Efficiency

















