The key features that make a 100-ton cement silo convenient are its integrated operational systems. These include a top-mounted dust collector to prevent material loss and air pollution, an anti-bridging device at the base to ensure consistent material flow, and level sensors to provide real-time inventory data.
A modern cement silo is not simply a container; it is an active piece of equipment designed to protect material integrity, ensure operational uptime, and improve site safety. Its convenience comes from features that automate monitoring and prevent common problems.

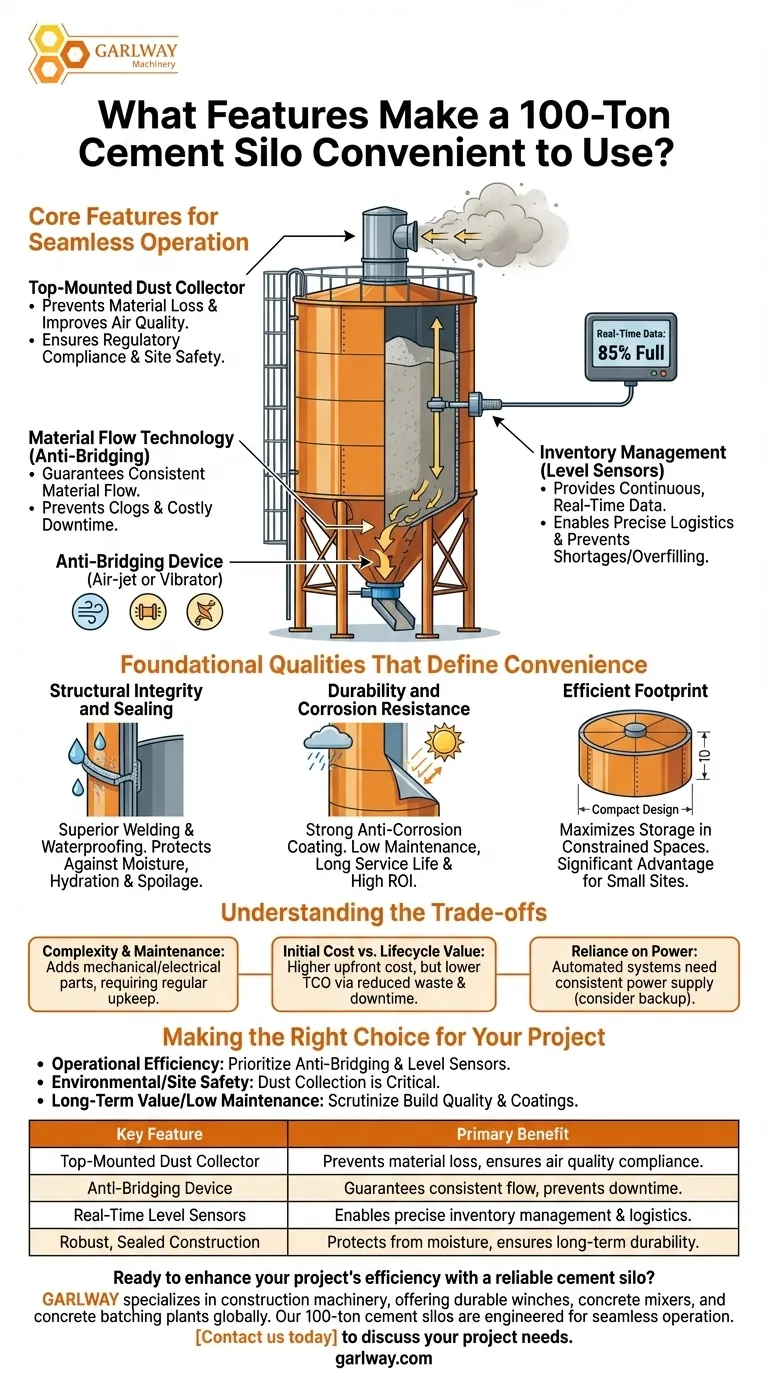
Core Features for Seamless Operation
True convenience in a cement silo stems from its ability to solve problems before they happen. The most critical features are those that automate processes, ensure material availability, and maintain a safe working environment.
Dust Control Systems
A dust collector mounted on top of the silo is a crucial feature. It captures cement dust during the filling process, preventing it from escaping into the atmosphere.
This serves two purposes: it significantly reduces material waste and drastically improves air quality on the job site, contributing to regulatory compliance and a safer environment for workers.
Material Flow Technology (Anti-Bridging)
Cement can compact and clump near the silo's discharge opening, a problem known as "bridging." This obstructs flow and can halt production entirely.
An anti-bridging device, often an air-jet system or a mechanical vibrator, breaks up these clumps. This technology ensures a reliable, on-demand discharge of cement, preventing costly downtime.
Inventory Management (Level Sensors)
Level sensors provide continuous, real-time data on the amount of cement remaining in the silo. This eliminates the need for manual checks and guesswork.
Knowing the exact material level allows for precise logistics planning, preventing unexpected shortages that can derail a project schedule and avoiding overfilling during deliveries.
Foundational Qualities That Define Convenience
Beyond the active systems, a silo's fundamental construction directly impacts its long-term convenience and reliability. Poor build quality can quickly negate the benefits of any advanced features.
Structural Integrity and Sealing
Superior welding and robust sealing are non-negotiable. A properly constructed silo must be completely waterproof and moisture-proof to protect the cement from hydration and spoilage.
A silo that leaks or allows moisture ingress is not just inconvenient; it's a liability that leads to wasted material and potential structural failure.
Durability and Corrosion Resistance
Strong anti-corrosion properties are essential for a long service life. A quality finish protects the steel structure from weather and environmental factors.
This durability translates to lower maintenance requirements and a higher return on investment, which is a major source of long-term operational convenience.
Efficient Footprint
While seemingly a simple design choice, a compact structure that maximizes storage capacity on a small footprint is a significant advantage. This is especially convenient on constrained construction sites where space is at a premium.
Understanding the Trade-offs
While modern features add significant value, it is important to recognize the associated compromises. Understanding these trade-offs is key to selecting the right equipment.
Complexity and Maintenance
Features like sensors and anti-bridging devices add mechanical and electrical complexity. While they solve many problems, they also introduce new points of potential failure and require regular maintenance to ensure they function correctly.
Initial Cost vs. Lifecycle Value
A silo equipped with advanced systems will have a higher upfront cost than a basic model. The trade-off is a lower total cost of ownership over the equipment's lifespan due to reduced material waste, less downtime, and improved logistical efficiency.
Reliance on Power
Automated monitoring and flow systems depend on a consistent power supply. On sites with unreliable power, these convenience features can become a source of frustration if not supported by adequate backup systems.
Making the Right Choice for Your Project
Selecting the right silo depends on balancing features with your project's specific priorities.
- If your primary focus is operational efficiency: Prioritize reliable anti-bridging devices and accurate level sensors to guarantee material flow and prevent production stoppages.
- If your primary focus is environmental and site safety: The dust collection system is the most critical feature to ensure compliance and protect your workforce.
- If your primary focus is long-term value and low maintenance: Scrutinize the build quality, welding integrity, and anti-corrosion coatings above all other features.
Ultimately, a well-chosen cement silo is an active asset that enhances project efficiency, not just a passive storage container.
Summary Table:
| Key Feature | Primary Benefit |
|---|---|
| Top-Mounted Dust Collector | Prevents material loss and ensures air quality compliance |
| Anti-Bridging Device | Guarantees consistent material flow and prevents downtime |
| Real-Time Level Sensors | Enables precise inventory management and logistics planning |
| Robust, Sealed Construction | Protects cement from moisture and ensures long-term durability |
Ready to enhance your project's efficiency with a reliable cement silo?
GARLWAY specializes in construction machinery, offering durable and feature-rich winches, concrete mixers, and concrete batching plants for construction companies and contractors globally. Our 100-ton cement silos are engineered for seamless operation, protecting your material and preventing costly downtime.
Contact us today to discuss your project needs and discover how our solutions can bring long-term value and convenience to your site.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Portable Cement Mixer with Lift Concrete Machine
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
People Also Ask
- What is a ready mix concrete batching plant? The Engine of Modern Construction
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project




