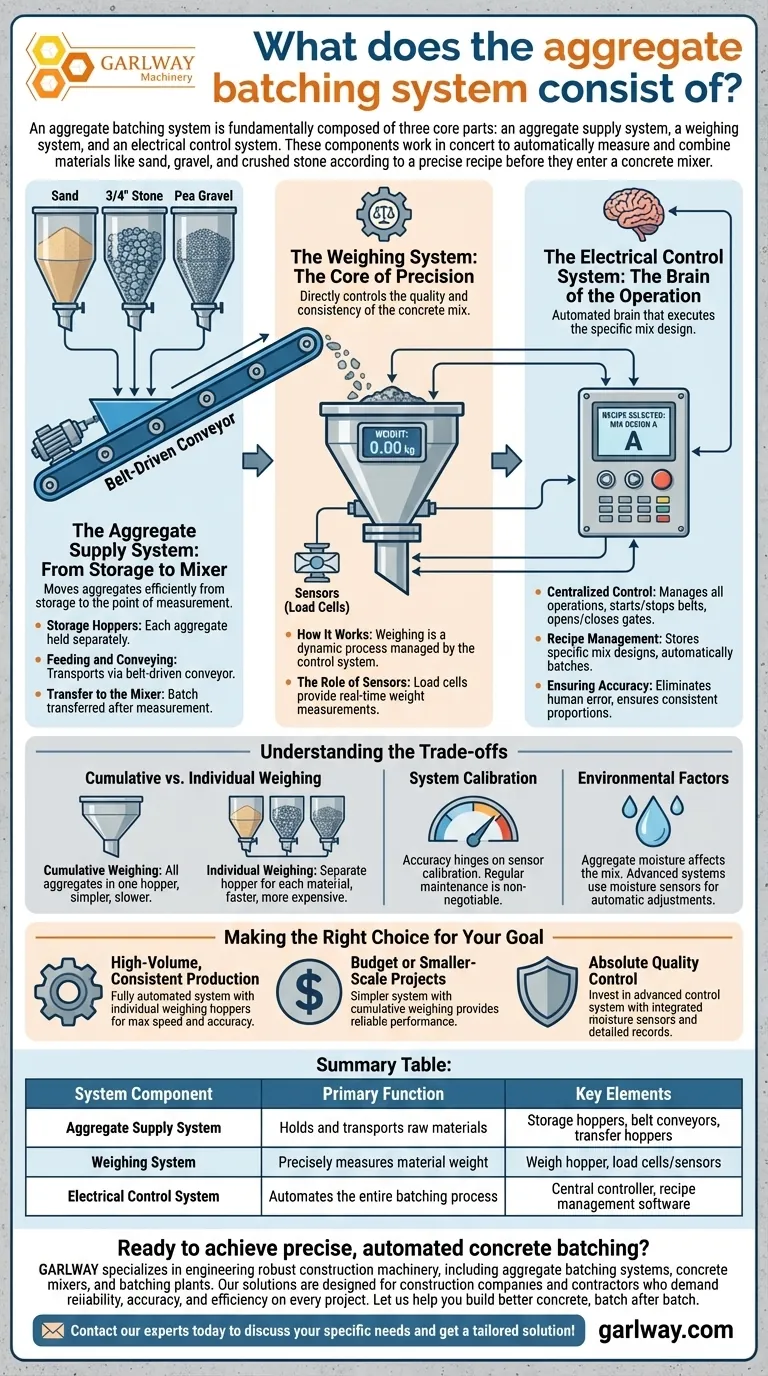
An aggregate batching system is fundamentally composed of three core parts: an aggregate supply system, a weighing system, and an electrical control system. These components work in concert to automatically measure and combine materials like sand, gravel, and crushed stone according to a precise recipe before they enter a concrete mixer.
The purpose of an aggregate batching system isn't just to move materials, but to precisely measure and combine them. It ensures the consistency and structural integrity of the final concrete by replacing manual guesswork with automated accuracy.

The Aggregate Supply System: From Storage to Mixer
The supply system is the mechanical framework that holds and transports the raw materials. Its goal is to move aggregates efficiently from storage to the point of measurement.
Storage Hoppers
Each type of aggregate (e.g., sand, 3/4" stone, pea gravel) is held in its own separate storage hopper. These large bins act as the starting point for the entire process.
Feeding and Conveying
Materials are discharged from the storage hoppers onto a belt-driven conveyor. This conveyor belt is the primary mechanism used to transport the aggregates to the weighing system.
Transfer to the Mixer
Once the correct weight of all aggregates has been measured, the batch is transferred into the concrete mixer, often through a collection or transfer hopper.
The Weighing System: The Core of Precision
This is the most critical part of the system, as it directly controls the quality and consistency of the concrete mix. The accuracy of the final product depends entirely on the precision of the weighing system.
How It Works
As aggregates are carried along the conveyor, they are discharged into a weighing hopper or weighed directly on a section of the belt. This weighing is a dynamic process managed by the control system.
The Role of Sensors
The entire batching process is controlled by sensors, most commonly load cells. These sensors provide real-time weight measurements to the electrical control system, telling it exactly when to stop feeding each material.
The Electrical Control System: The Brain of the Operation
The electrical control system coordinates the actions of the supply and weighing systems. It is the automated brain that executes the specific mix design.
Centralized Control
This system manages all operations, including starting and stopping the conveyor belts, opening and closing the hopper gates, and interpreting the data from the weighing sensors.
Recipe Management
The control system stores the specific recipes or "mix designs." An operator selects the desired recipe, and the system automatically weighs and batches each aggregate to meet the required specifications.
Ensuring Accuracy
By automating the process, the control system eliminates human error. It ensures that every single batch is produced with the same proportions, leading to a highly consistent final product.
Understanding the Trade-offs
While the core components are consistent, the complexity and precision of these systems can vary significantly, introducing important trade-offs.
Cumulative vs. Individual Weighing
Simpler, more cost-effective systems use cumulative weighing, where all aggregates are weighed one after another in the same hopper. More advanced systems use individual weighing, with a separate weigh hopper for each material, which is faster but more expensive.
System Calibration
The accuracy of the entire system hinges on the calibration of its sensors. An uncalibrated system, no matter how advanced, will produce incorrect batches. Regular maintenance and calibration are non-negotiable for quality control.
Environmental Factors
Factors like aggregate moisture content can significantly affect the final mix. Basic systems do not account for this, while more sophisticated control systems can incorporate moisture sensors to adjust water levels automatically, adding cost but improving precision.
Making the Right Choice for Your Goal
Selecting the right system configuration depends entirely on your project's specific needs for volume, precision, and budget.
- If your primary focus is high-volume, consistent production: A fully automated system with individual weighing hoppers is essential for maximizing speed and accuracy.
- If your primary focus is budget or smaller-scale projects: A simpler system using a single conveyor and cumulative weighing provides reliable performance in a more cost-effective package.
- If your primary focus is absolute quality control: Invest in an advanced control system that can integrate moisture sensors and provides detailed batch records.
Ultimately, a well-designed aggregate batching system is the foundation for producing reliable, high-quality concrete every single time.
Summary Table:
| System Component | Primary Function | Key Elements |
|---|---|---|
| Aggregate Supply System | Holds and transports raw materials | Storage hoppers, belt conveyors, transfer hoppers |
| Weighing System | Precisely measures material weight | Weigh hopper, load cells/sensors |
| Electrical Control System | Automates the entire batching process | Central controller, recipe management software |
Ready to achieve precise, automated concrete batching?
GARLWAY specializes in engineering robust construction machinery, including aggregate batching systems, concrete mixers, and batching plants. Our solutions are designed for construction companies and contractors who demand reliability, accuracy, and efficiency on every project.
Let us help you build better concrete, batch after batch. Contact our experts today to discuss your specific needs and get a tailored solution!
Visual Guide
Related Products
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS90 Large Multiquip Concrete Mixers for Construction
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
People Also Ask
- Why is proper maintenance important for a concrete batch mix plant? Maximize Uptime & Profitability
- What are the main steps in a concrete batch plant's working principle? A Guide to Automated Precision
- What are some essential maintenance tips for a concrete batch mix plant? Maximize Uptime and Quality
- Why buy concrete batch plant parts only from the manufacturer? Protect Your Investment and Maximize Uptime
- What are common issues in the aggregate supply system of a concrete mixing plant? Diagnose & Fix Downtime





