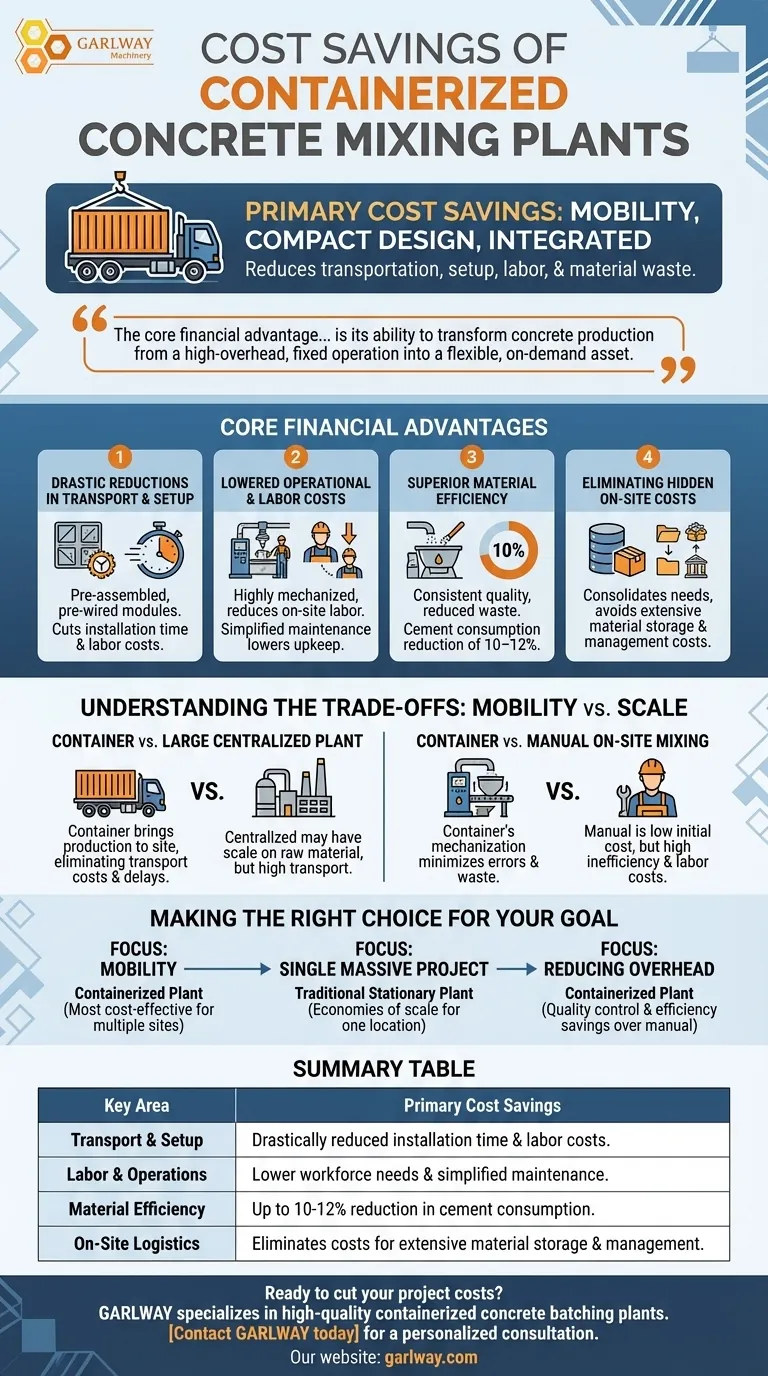
The primary cost savings from concrete mixing plant containers stem directly from their mobility, compact design, and integrated nature. They significantly reduce expenses related to transportation, on-site setup, labor, and material waste compared to traditional stationary plants or manual on-site mixing.
The core financial advantage of a containerized plant is its ability to transform concrete production from a high-overhead, fixed operation into a flexible, on-demand asset. This mobility and efficiency unlock savings across the entire project lifecycle, from logistics to material consumption.

The Core Financial Advantages of Containerization
A containerized concrete plant consolidates the mixing process into a transportable module. This fundamental design choice is the source of its most significant economic benefits.
Drastic Reductions in Transport and Setup
The most immediate cost saving is in logistics. Traditional plants require extensive foundational work and complex, component-by-component assembly on-site, involving significant time and specialized labor.
Containerized plants are pre-assembled and pre-wired. This dramatically cuts down installation time and labor costs, allowing the plant to become operational much faster.
Lowered Operational and Labor Costs
These plants are highly mechanized, automating the mixing process. This reduces the need for a large on-site labor force dedicated to manually mixing concrete.
Their self-contained design also simplifies maintenance, leading to lower ongoing upkeep costs compared to sprawling, component-based stationary plants.
Superior Material Efficiency
Controlled, automated mixing conditions ensure a consistent, high-quality product. This precision significantly reduces material waste.
Most notably, this improved quality control can lead to a cement consumption reduction of 10–12% while achieving the same concrete strength, representing a massive material cost saving.
Eliminating Hidden On-Site Costs
Traditional on-site mixing requires large, dedicated areas for storing raw materials like sand, aggregate, and cement.
A containerized plant consolidates these needs, avoiding the costs and logistical headaches associated with extensive on-site material storage, security, and management.
Understanding the Trade-offs: Mobility vs. Scale
It is critical to distinguish between different production models. A containerized plant offers a unique balance of benefits, but it is not the universal solution for every scenario.
Container Plant vs. Large Centralized Plant
A massive, stationary centralized plant can achieve economies of scale on raw material purchasing that a smaller container plant may not.
However, the centralized plant incurs significant transportation costs to deliver wet concrete to various job sites, along with the risk of traffic delays affecting concrete quality. The container plant brings production to the site, eliminating these costs and risks.
Container Plant vs. Manual On-site Mixing
Manual mixing on-site offers the lowest initial capital cost but suffers from major inefficiencies.
It introduces variables that lead to inconsistent quality, significant material waste, and high labor costs. The container plant's mechanization minimizes human error and maximizes material use, quickly offsetting its higher initial investment.
Making the Right Choice for Your Goal
The optimal choice depends entirely on the scale and nature of your projects.
- If your primary focus is mobility across multiple job sites: A containerized plant is the most cost-effective solution, as it minimizes recurring transport and setup costs.
- If your primary focus is supplying a single, massive, long-term project: A traditional stationary plant on-site may offer superior economies of scale for that specific location.
- If your primary focus is reducing project overhead and material waste: The quality control and efficiency of a containerized plant provide clear savings over manual on-site mixing.
Ultimately, investing in a containerized plant is a strategic decision to control production quality, reduce logistical friction, and lower operational costs.
Summary Table:
| Key Area | Primary Cost Savings |
|---|---|
| Transport & Setup | Drastically reduced installation time and labor costs. |
| Labor & Operations | Lower workforce needs and simplified maintenance. |
| Material Efficiency | Up to 10-12% reduction in cement consumption. |
| On-Site Logistics | Eliminates costs for extensive material storage and management. |
Ready to cut your project costs with a mobile, efficient concrete solution?
GARLWAY specializes in high-quality construction machinery, including containerized concrete batching plants designed for contractors and construction companies seeking to reduce logistical overhead and material waste. Let us help you bring production directly to your job site for maximum savings.
Contact GARLWAY today for a personalized consultation and discover the right solution for your project's scale and budget.
Visual Guide
Related Products
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
People Also Ask
- What are the power source options for concrete mixers? Choose the Right Power for Your Job Site
- What are the different types of mixers used in concrete plants? Choose the Right Mixer for Your Project
- What factors should be considered when choosing between volumetric and traditional mixers? Optimize Your Concrete Project Strategy
- How are concrete mixers classified based on installation methods? Stationary vs. Mobile Mixers Explained
- How should contractors choose the type of concrete mixer for a project? Match Mixer to Job for Optimal Quality & Efficiency



















