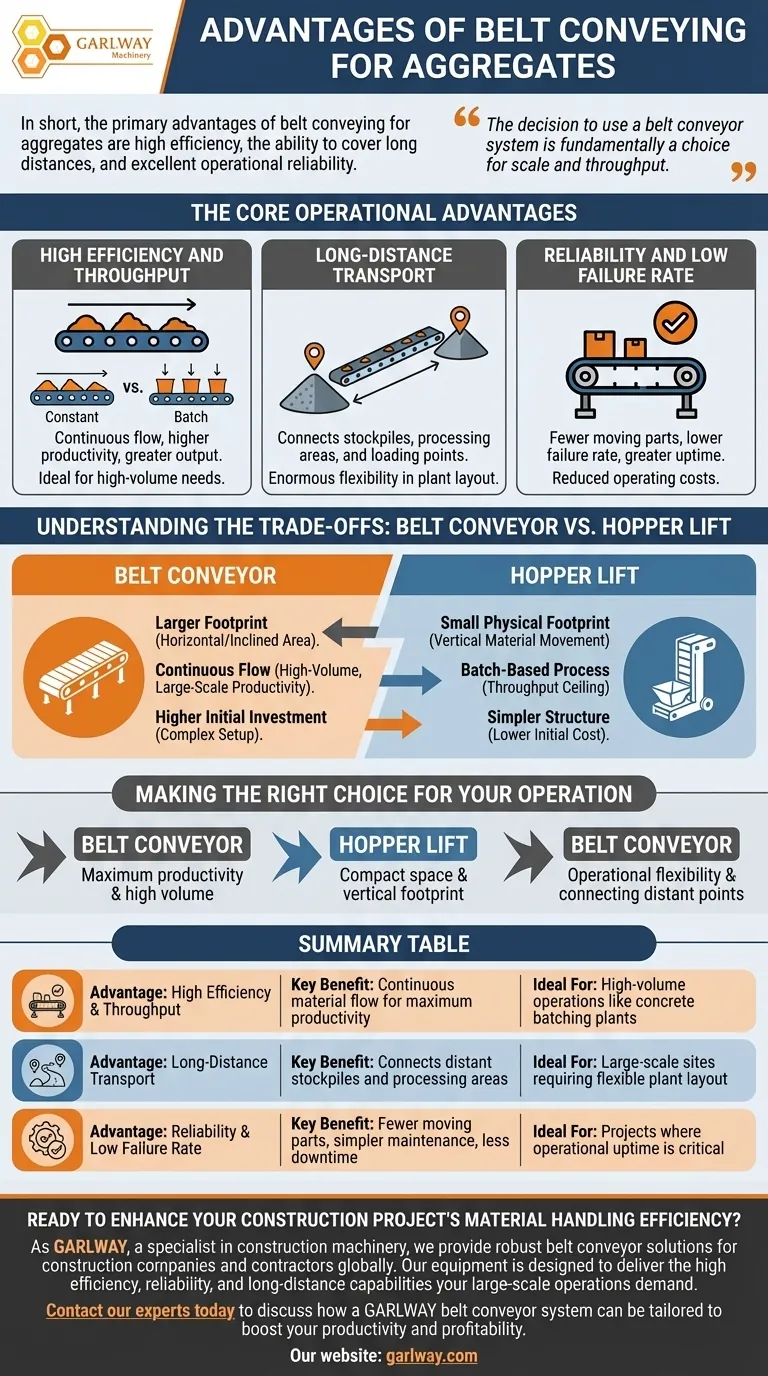
In short, the primary advantages of belt conveying for aggregates are high efficiency, the ability to cover long distances, and excellent operational reliability. This combination makes it the preferred choice for large-scale operations, such as concrete mixing stations, where consistent, high-volume material flow is critical to maintaining productivity.
The decision to use a belt conveyor system is fundamentally a choice for scale and throughput. While other systems may offer a smaller footprint, the belt conveyor excels at moving large quantities of material continuously over significant distances with minimal downtime.

The Core Operational Advantages
To understand why belt conveyors are so prevalent in aggregate handling, we need to look at how their core characteristics directly impact an operation's bottom line and efficiency.
High Efficiency and Throughput
A belt conveyor operates continuously. This constant flow is fundamentally more efficient for high-volume needs than systems that move material in discrete batches, like a skip hoist.
This continuous movement directly translates to higher productivity, allowing mixing plants and processing facilities to achieve a greater output in the same amount of time.
Long-Distance Transport
Belt conveyors can be engineered to span significant distances, connecting stockpiles, processing areas, and loading points that may be far apart.
This capability provides enormous flexibility in plant layout. You are not constrained by needing to keep every stage of the operation immediately adjacent, which is a common limitation of vertical lift systems.
Reliability and Low Failure Rate
Compared to more complex mechanical systems, a belt conveyor has relatively few moving parts. This inherent simplicity leads to a lower failure rate and greater operational uptime.
Fewer breakdowns and simpler maintenance requirements reduce long-term operating costs and ensure the entire production chain remains active and profitable.
Understanding the Trade-offs: Belt Conveyor vs. Hopper Lift
No system is perfect for every scenario. The advantages of a belt conveyor become clearest when contrasted with a common alternative like a hopper or skip lift system.
Footprint and Plant Layout
The most significant advantage of a hopper lift is its small physical footprint. It moves material vertically, making it ideal for compact sites or indoor facilities where floor space is at a premium.
A belt conveyor, by contrast, requires a much larger, typically horizontal or inclined, area. This trade-off is central: the belt conveyor's long-distance capability requires the space to accommodate it.
Throughput and Scale
The hopper lift's batch-based process (fill, lift, dump, return) creates a ceiling on its throughput. It is perfectly suitable for smaller operations but can become a bottleneck in high-demand environments.
The belt conveyor's continuous flow is designed specifically for high-volume, large-scale productivity, where stopping the flow of material is not an option.
Structural Simplicity and Cost
A hopper lift often has a simpler structure, which can translate to a lower initial capital investment and potentially easier installation.
While a belt conveyor is mechanically reliable, its initial setup, including the support structure and extensive length, can represent a more significant upfront cost.
Making the Right Choice for Your Operation
Choosing the correct conveyance system requires aligning the technology with your specific operational goals and physical constraints.
- If your primary focus is maximum productivity and high volume: A belt conveyor is the superior choice due to its continuous, efficient material flow.
- If your primary focus is fitting an operation into a compact space: A hopper lift is often the only practical solution due to its small, vertical footprint.
- If your primary focus is operational flexibility and connecting distant points: The long-distance capability of a belt conveyor is unmatched.
Ultimately, selecting the right material handling system is about matching the equipment's strengths to the scale and demands of your project.
Summary Table:
| Advantage | Key Benefit | Ideal For |
|---|---|---|
| High Efficiency & Throughput | Continuous material flow for maximum productivity | High-volume operations like concrete batching plants |
| Long-Distance Transport | Connects distant stockpiles and processing areas | Large-scale sites requiring flexible plant layout |
| Reliability & Low Failure Rate | Fewer moving parts, simpler maintenance, less downtime | Projects where operational uptime is critical |
Ready to enhance your construction project's material handling efficiency?
As GARLWAY, a specialist in construction machinery, we provide robust belt conveyor solutions for construction companies and contractors globally. Our equipment is designed to deliver the high efficiency, reliability, and long-distance capabilities your large-scale operations demand.
Contact our experts today to discuss how a GARLWAY belt conveyor system can be tailored to boost your productivity and profitability.
Visual Guide
Related Products
- Auto Concrete Cement Mixer Machine New
- Concrete Cement Mixer Machine Drum Mixer for Construction
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Mini Cement Mortar Mixer Truck for Construction
People Also Ask
- What were some early developments in concrete mixer technology? From Stationary to Mobile Solutions
- What are the two main types of concrete mixers and their uses? Choose the Right Mixer for Your Project
- How can a concrete mixer be used to remove rust from metal parts? A Powerful, Large-Scale Cleaning Method
- Why is the manufacturer's strength and service important when choosing a concrete mixer? Ensure Long-Term Project Success
- What are the benefits of using a concrete mixer on construction sites? Boost Efficiency and Quality



















