In a concrete batch plant, raw material preparation is a meticulously organized process of storage and separation. The core principle is to have each ingredient—aggregates, cement, water, and admixtures—stored in a dedicated system that protects its integrity and makes it immediately available for precise measurement and mixing.
The goal of material preparation is not simply storage. It is a foundational system designed to ensure every raw component is clean, protected, and ready to be accurately weighed, guaranteeing the final concrete batch meets its exact design specifications.

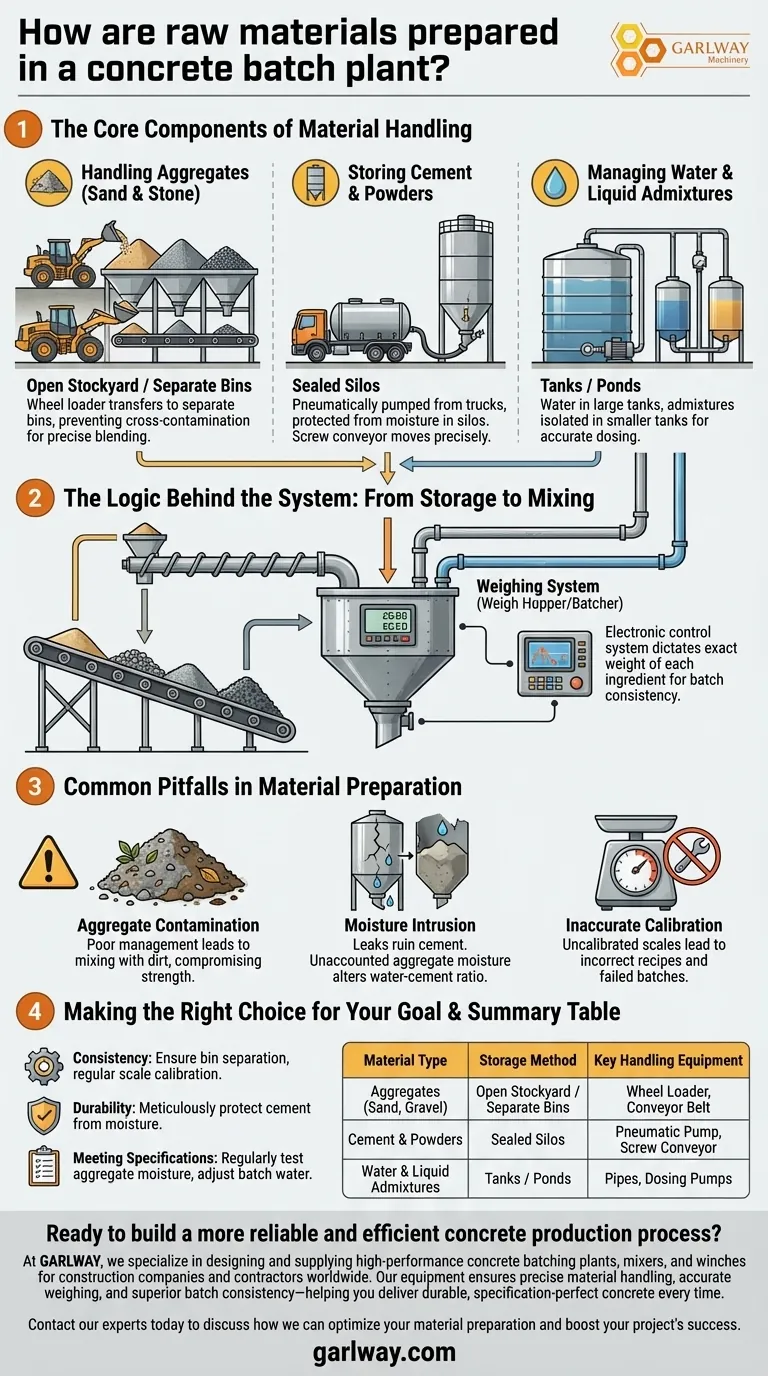
The Core Components of Material Handling
A plant's layout is engineered around the distinct properties of each raw material. Different materials require different methods of unloading, storage, and protection.
Handling Aggregates (Sand & Stone)
Aggregates, such as sand, gravel, and crushed stone, are typically delivered to a large, open stockyard.
A wheel loader is used to transfer these materials from the main stockpile into separate storage bins or hoppers. Each bin holds a different type or size of aggregate, preventing cross-contamination and allowing for precise blending.
Storing Cement & Powders
Cement and other powdered materials like fly ash are delivered by bulk tanker trucks.
These fine powders are pneumatically pumped from the truck into tall, sealed containers called cement silos. The sealed design is critical to protect the cement from moisture, which would cause it to hydrate prematurely and become unusable.
Managing Water & Liquid Admixtures
Water is stored in large tanks or ponds on-site, ready to be pumped into the mixer.
Chemical admixtures, which modify the concrete's properties, are stored in separate, smaller tanks. Keeping them isolated is essential to prevent unintended chemical reactions and to allow for highly accurate, small-volume dosing.
The Logic Behind the System: From Storage to Mixing
Once stored, the materials are moved into the production process through a highly automated system. The preparation phase directly enables the next critical step: accurate weighing.
Conveyors and Pumps
Aggregates are typically moved from their storage bins onto a conveyor belt, which transports them to a weigh hopper.
Cement and powders are transferred from their silos using a screw conveyor, an enclosed auger that moves the material precisely. Water and liquid admixtures are simply pumped through pipes.
The Central Role of Weighing
All materials—solid and liquid—are discharged into a weighing system (often called a weigh hopper or batcher) before entering the mixer.
This is the most critical control point. An electronic control system dictates the exact weight of each ingredient required for a specific concrete recipe, ensuring batch-to-batch consistency.
Common Pitfalls in Material Preparation
Flaws in the preparation and storage stage are a primary source of quality control failures. Understanding these risks is key to producing reliable concrete.
Aggregate Contamination
Poor stockpile management can lead to aggregates getting mixed with dirt, organic matter, or other aggregate sizes. This contamination directly compromises the strength and durability of the final product.
Moisture Intrusion
A leak in a cement silo can ruin its entire contents. Likewise, failing to account for the moisture content already present in the sand and gravel will throw off the water-to-cement ratio, which is the most critical factor for concrete strength.
Inaccurate Calibration
The entire system relies on the accuracy of the electronic weighing systems. If these scales are not regularly and properly calibrated, every single batch of concrete produced will be based on an incorrect recipe, even if the plant's computer shows the right numbers.
Making the Right Choice for Your Goal
The integrity of your entire concrete production process begins with how you handle the raw materials before they ever reach the mixer.
- If your primary focus is consistency: Ensure your aggregate bins are clearly separated and that your weighing systems are calibrated on a strict, regular schedule.
- If your primary focus is durability: Meticulously protect cement and all powdered materials from any form of moisture contamination in their silos.
- If your primary focus is meeting specifications: Regularly test the moisture content of your aggregates and adjust the batch water accordingly to maintain the correct water-cement ratio.
Ultimately, mastering the preparation stage is the most fundamental step toward producing predictable, high-quality concrete.
Summary Table:
| Material Type | Storage Method | Key Handling Equipment |
|---|---|---|
| Aggregates (Sand, Gravel) | Open Stockyard / Separate Bins | Wheel Loader, Conveyor Belt |
| Cement & Powders | Sealed Silos | Pneumatic Pump, Screw Conveyor |
| Water & Liquid Admixtures | Tanks / Ponds | Pipes, Dosing Pumps |
Ready to build a more reliable and efficient concrete production process?
At GARLWAY, we specialize in designing and supplying high-performance concrete batching plants, mixers, and winches for construction companies and contractors worldwide. Our equipment ensures precise material handling, accurate weighing, and superior batch consistency—helping you deliver durable, specification-perfect concrete every time.
Contact our experts today to discuss how we can optimize your material preparation and boost your project's success.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
People Also Ask
- What is the name of the machine used in ready mix? Unpacking the Complete Concrete System
- Why is the control of lighting important in the electrical system of a concrete mixing plant?
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- What is a ready mix concrete batching plant? The Engine of Modern Construction
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project



















