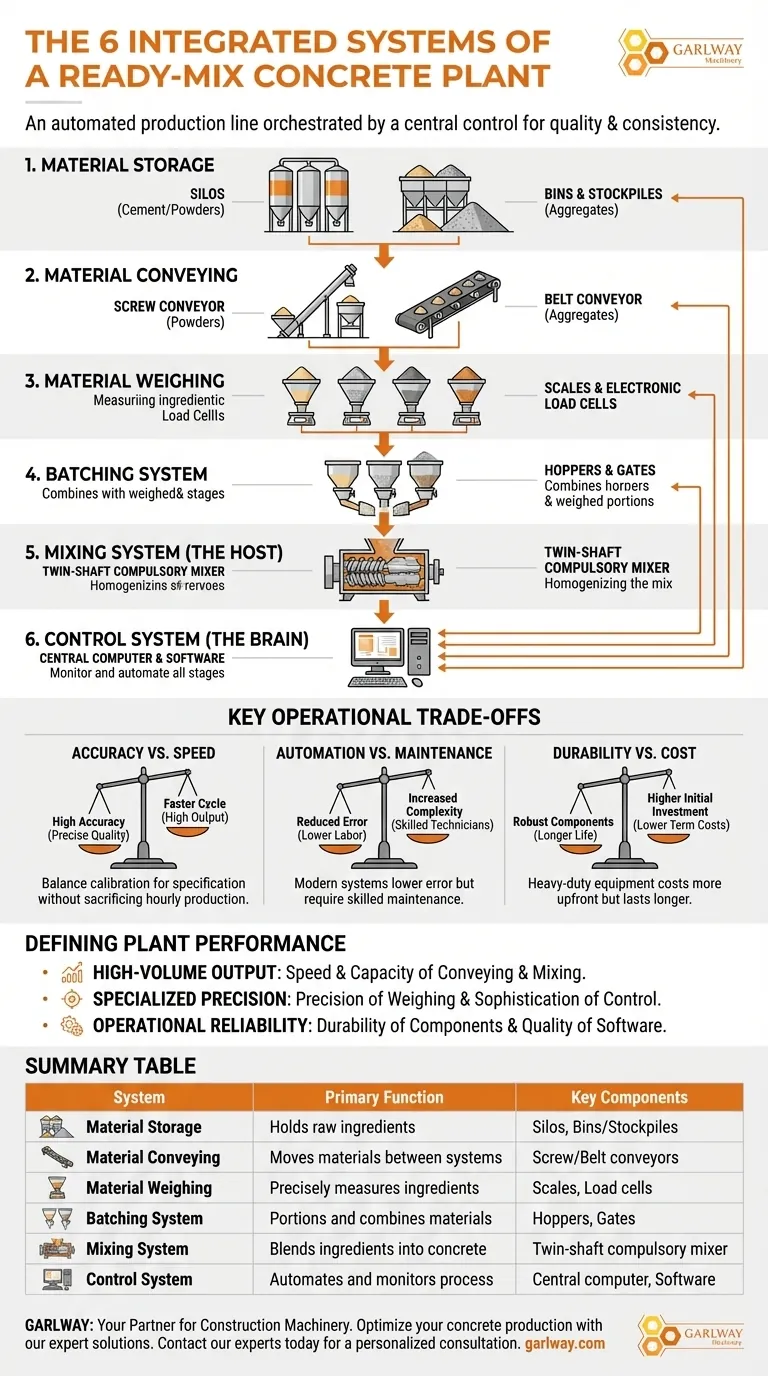
A ready-mix concrete plant is an integrated facility composed of six primary, interconnected systems. These are the material storage, conveying, weighing, batching, mixing, and control systems, which work in sequence to transform raw ingredients into precisely formulated concrete.
A ready-mix concrete plant is best understood not as a single machine, but as a highly automated production line. Each system performs a distinct function—from storing and moving materials to weighing and mixing them—all orchestrated by a central control system to ensure quality and consistency.

The Core Systems of a Ready-Mix Plant
To understand how a plant operates, it's essential to look at the function of each system in the production sequence. The process flows logically from storing raw materials to mixing the final product.
Material Storage System
This is the starting point for all physical materials. Its purpose is to hold large quantities of raw ingredients in a safe and accessible manner.
Cement and other powders are stored in tall, enclosed structures called silos to protect them from moisture. Aggregates like sand and gravel are kept in large bins or open stockpiles.
Material Conveying System
This system acts as the plant's logistics network, moving materials from storage to the weighing and mixing stages.
Screw conveyors are typically used to transport cement and powders from the silos. Belt conveyors are used to move the much heavier aggregates from the storage bins up to the batcher.
Material Weighing System
Accuracy is the most critical factor in concrete quality, and that is the sole responsibility of the weighing system. It ensures every component is measured to the exact specification of the mix design.
Each ingredient—cement, aggregate, water, and chemical admixtures—is weighed in its own separate hopper using highly precise scales and electronic load cells.
Batching System
The batching system is the process of portioning and combining the precisely weighed materials for a single "batch" of concrete.
Once each component meets its target weight, gates open to release the materials, typically sending the aggregates and cement into the mixer first.
Mixing System (The Mixer Host)
This is the heart of the plant where the separate ingredients are homogenized into concrete. The goal is to ensure every grain of sand and piece of gravel is coated with cement paste.
The most common type is a twin-shaft compulsory mixer, which uses powerful paddles on rotating shafts to create a consistent, high-quality mix in a short amount of time.
Control System
The control system is the brain of the entire operation. It automates, monitors, and records every step of the production process.
From a central computer, a single operator can manage mix designs, start and stop the batching process, and monitor all systems for errors, ensuring high efficiency and repeatability.
Understanding Key Operational Trade-offs
While the systems are straightforward, their integration presents operational trade-offs that determine a plant's overall performance and suitability for different tasks.
Accuracy vs. Speed
Achieving extremely high weighing accuracy can sometimes slow down the batching cycle. A plant must be calibrated to meet the required quality specification without unnecessarily sacrificing its hourly production output.
Automation vs. Maintenance
Modern control systems drastically reduce the chance of human error and lower labor costs. However, they also increase complexity, requiring skilled technicians for maintenance and troubleshooting to prevent costly downtime.
Durability vs. Cost
Heavier, more robust components in the conveying and mixing systems will last longer and require less frequent replacement. This higher initial investment must be weighed against the long-term costs of maintenance and parts for lighter-duty equipment.
How These Systems Define Plant Performance
The configuration and quality of these systems directly impact the plant's capabilities. Your evaluation should always be tied to your primary operational goal.
- If your primary focus is high-volume output: The speed and capacity of the conveying and mixing systems are the most important factors.
- If your primary focus is producing specialized, high-specification concrete: The precision of the weighing system and the sophistication of the control system are paramount.
- If your primary focus is operational reliability: The durability of mechanical components and the quality of the control system's software are your key concerns.
Understanding how these distinct systems work together is the key to effectively managing, specifying, or purchasing a ready-mix concrete plant.
Summary Table:
| System | Primary Function | Key Components |
|---|---|---|
| Material Storage | Holds raw ingredients | Silos (cement), Bins/Stockpiles (aggregates) |
| Material Conveying | Moves materials between systems | Screw conveyors (powders), Belt conveyors (aggregates) |
| Material Weighing | Precisely measures ingredients | Scales, Electronic load cells |
| Batching System | Portions and combines weighed materials | Hoppers, Gates |
| Mixing System | Blends ingredients into concrete | Twin-shaft compulsory mixer |
| Control System | Automates and monitors the entire process | Central computer, Software |
Ready to optimize your concrete production?
As a specialist in construction machinery, GARLWAY understands that the right ready-mix plant is critical to your project's success, whether you prioritize high-volume output, specialized mix precision, or maximum operational reliability. Our expertise in winches, concrete mixers, and concrete batching plants helps construction companies and contractors worldwide achieve superior efficiency and quality.
Let us help you select or configure a plant with the perfect balance of systems for your specific needs. Contact our experts today for a personalized consultation and discover the GARLWAY advantage.
Visual Guide
Related Products
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- Ready Mixer Machine for Construction Ready Mix Machinery
- Portable Ready Mix Concrete Mixer Equipment
- HZS35 Small Cement Concrete Mixing Batch Plant
People Also Ask
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What are the main causes of shaft end leakage in mixing stations? Prevent Costly Downtime & Repairs
- What are the components of a ready mix concrete plant? A Guide to Precision and Efficiency
- What is a ready mix concrete batching plant? The Engine of Modern Construction
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality



















