In a concrete mixing station, sensors are the essential nervous system that enables automation and guarantees quality. Primarily, temperature sensors are used to control the temperature of raw materials and equipment, while humidity sensors control the moisture content of aggregates. These devices are fundamental to achieving efficient production and ensuring the final concrete meets precise specifications.
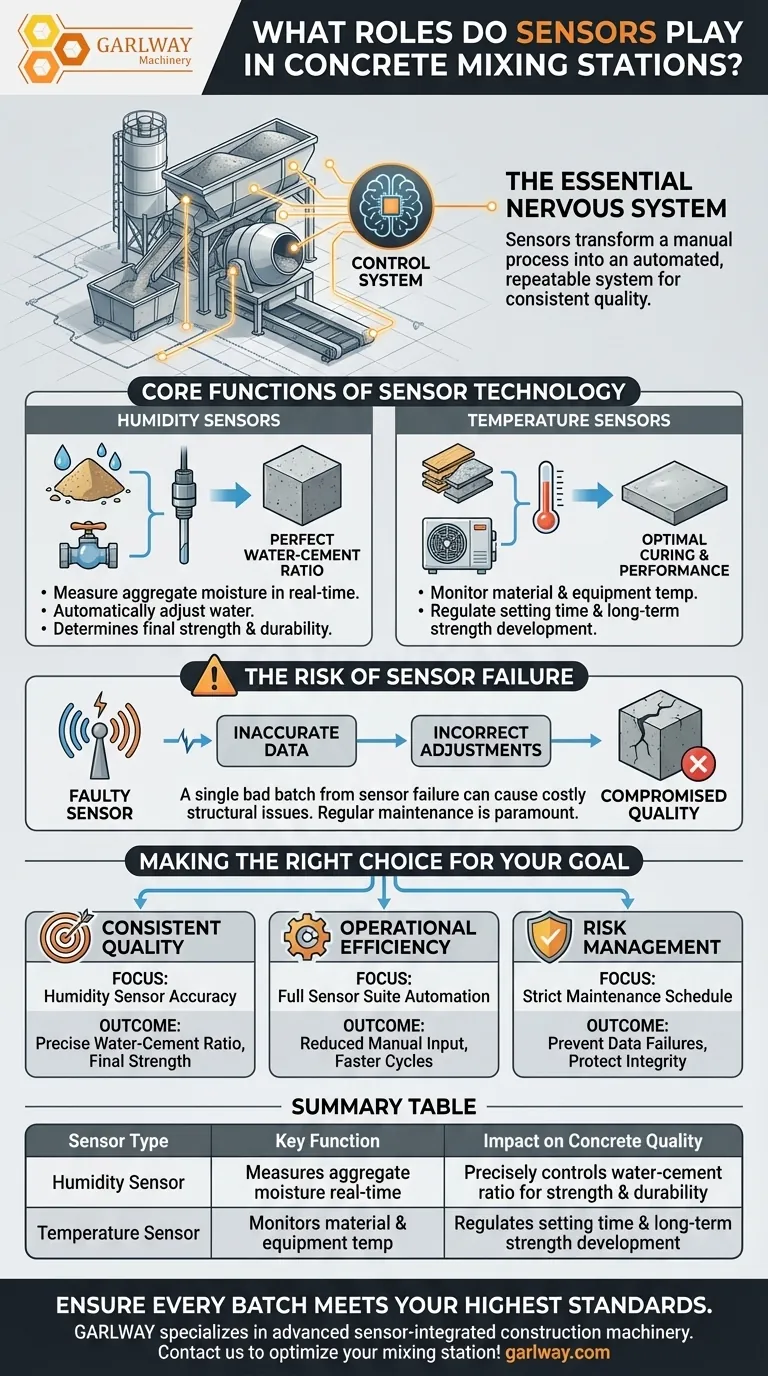
The core role of sensors is to transform a manual, variable process into an automated, repeatable system. By providing real-time data on critical variables, they ensure that every batch of concrete is produced with consistent quality and strength.

The Core Functions of Sensor Technology
Sensors provide the raw data that the mixing station's control system needs to make intelligent, automated adjustments. Without them, producing consistent, high-quality concrete at scale would be nearly impossible.
Ensuring Material Consistency with Humidity Sensors
The moisture content in raw materials like sand and gravel is a major variable that changes with weather and storage conditions.
Humidity sensors measure this moisture in real time. This data allows the control system to automatically adjust the amount of water added to the mix, ensuring the critical water-cement ratio is perfect for every batch.
This direct control over the water-cement ratio is the single most important factor in determining the final strength and durability of the concrete.
Regulating Performance with Temperature Sensors
The temperature of the concrete mix directly affects its setting time and long-term strength development.
Temperature sensors monitor the raw materials (aggregates, water) and the equipment itself. This allows the system to heat or cool ingredients as needed, which is especially critical in very hot or cold climates.
By maintaining an optimal temperature range, these sensors ensure the concrete cures correctly and achieves its designed performance characteristics.
Understanding the Risks of Sensor Failure
While sensors are foundational to the process, their reliability is paramount. A faulty sensor is often more dangerous than no sensor at all because it feeds incorrect information into the automated system.
The High Cost of an Inaccurate Signal
Sensor failure often manifests as a change in its electrical resistance, causing it to send inaccurate data to the control system.
The system, believing this false data is accurate, will then make incorrect adjustments—adding too much water, for example, based on a faulty humidity reading.
The Direct Impact on Product Quality
A single bad batch caused by a sensor failure can compromise an entire section of a construction project. Concrete produced with an incorrect water-cement ratio will fail to meet its required strength, leading to costly and potentially dangerous structural issues.
The Necessity of Maintenance and Calibration
This vulnerability highlights the critical need for regular sensor inspection, cleaning, and calibration. Proactive maintenance ensures the data feeding the control system is always accurate, protecting the integrity of the production process.
Making the Right Choice for Your Goal
The data from sensors directly influences the key outcomes of your operation. You can leverage them to target specific operational goals.
- If your primary focus is consistent product quality: Prioritize the accuracy and calibration of humidity sensors to precisely control the water-cement ratio, which dictates final strength.
- If your primary focus is operational efficiency: Leverage the full suite of sensors to enable end-to-end automation, reducing manual inputs and accelerating batch cycle times.
- If your primary focus is risk management: Implement a strict maintenance schedule for all sensors to prevent inaccurate data from causing catastrophic failures in product quality.
Ultimately, viewing sensors as a critical component of your quality control system is the key to producing a reliable and high-performance product.
Summary Table:
| Sensor Type | Key Function | Impact on Concrete Quality |
|---|---|---|
| Humidity Sensor | Measures aggregate moisture in real-time | Precisely controls water-cement ratio for strength & durability |
| Temperature Sensor | Monitors material and equipment temperature | Regulates setting time and long-term strength development |
Ensure every batch of concrete meets your highest standards. GARLWAY specializes in construction machinery, offering reliable concrete batching plants and mixers for construction companies and contractors globally. Our solutions integrate advanced sensor technology to automate your production and guarantee consistent quality. Contact us today to learn how we can optimize your mixing station!
Visual Guide
Related Products
- HZS90 Large Multiquip Concrete Mixers for Construction
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Portable Concrete Mixer Machine Equipment for Mixing Concrete
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS35 Small Cement Concrete Mixing Batch Plant
People Also Ask
- Why is the preparation time critical in the concrete mixing process? Unlock Higher Efficiency & Quality
- What are the power source options for concrete mixers? Choose the Right Power for Your Job Site
- What are the main types of concrete mixers mentioned? Find the Perfect Mixer for Your Project
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality
- What are the main types of concrete mixers? A Guide to Batch, Continuous & More



















