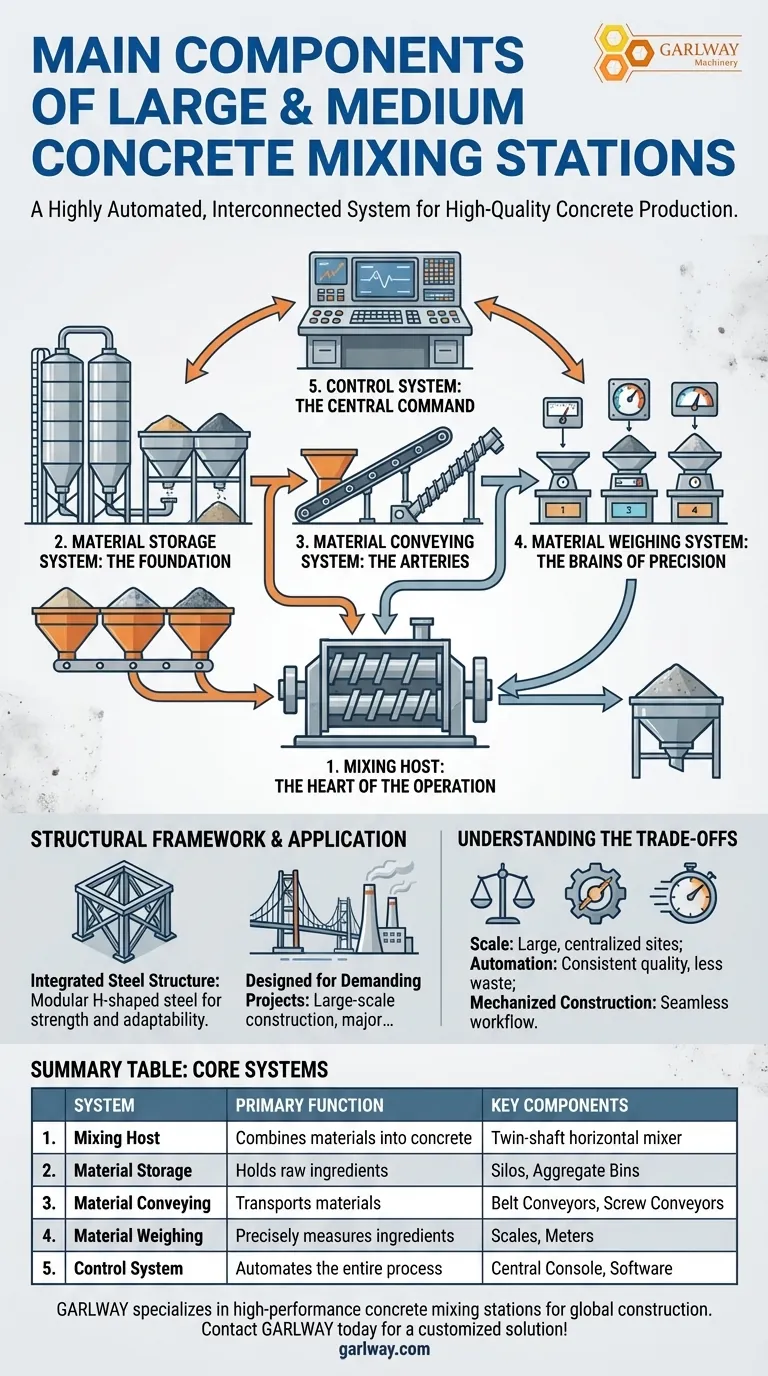
At its core, a large or medium-sized concrete mixing station is comprised of five principal, interconnected systems. These are the mixing host, the material weighing system, the material conveying system, the material storage system, and the central control system, all supported by auxiliary facilities.
These five systems function not as separate parts, but as a single, highly automated organism. The goal is to transform raw materials into a consistent, high-quality concrete product at a scale required for major construction projects.

Deconstructing the Five Core Systems
Understanding how each system contributes to the final product is key to appreciating the station's efficiency. They represent a logical flow from raw material storage to finished concrete output.
The Mixing Host: The Heart of the Operation
The mixing host is where the actual combination of materials occurs. It is the central processing unit of the entire station.
For most large and medium stations, this is a twin-shaft horizontal mixer, designed for powerful and homogenous mixing of cement, aggregates, and water.
Material Storage System: The Foundation
This system holds the raw ingredients before they are needed. It ensures a continuous supply for uninterrupted production.
Typically, this involves large silos for storing powders like cement and aggregate bins for materials like sand and stone.
Material Conveying System: The Arteries
The conveying system is responsible for moving materials from storage to the weighing and mixing stages.
It's a network of different mechanisms, including belt conveyors for aggregates and screw conveyors for powders, that transport each component precisely where it needs to go.
Material Weighing System: The Brains of Precision
This is arguably the most critical system for ensuring concrete quality. It meticulously measures each ingredient according to the specific recipe or mix design.
Accurate metering of cement, aggregates, water, and any additives is non-negotiable for producing concrete that meets strict engineering specifications.
The Control System: The Central Command
The control system is the nerve center that automates and synchronizes the entire operation.
From a central console, an operator can manage the entire process, from weighing and conveying materials to mixing and discharging the final product. This high level of automation is what enables high productivity and consistency.
The Structural Framework and Application
The physical design and intended use of these stations are just as important as their internal components. They are engineered for demanding environments.
Integrated Steel Structure
Modern stations are built with a fully integrated steel structure, often using high-quality H-shaped steel.
This modular design provides exceptional strength and durability. It also allows for easier installation and adaptation to various complex terrains found on large construction sites.
Designed for Demanding Projects
These stations are not for small-scale jobs. Their primary application is in large-scale construction with high concrete demand and long project timelines.
You will find them at the heart of major infrastructure works like water conservancy projects, power plants, bridge construction, and commercial concrete production facilities.
Understanding the Trade-offs
While powerful, these systems come with specific operational requirements and considerations that are crucial for effective planning.
The Need for Scale
The efficiency of these stations is realized on large, centralized work sites. Their high output capacity is best suited for projects that require a massive and continuous supply of concrete.
Automation Delivers Consistency
The primary benefit of the automated systems is the reduction of human error, which ensures consistent concrete quality from the first batch to the last. This also reduces material waste, particularly cement.
Facilitating Mechanized Construction
By centralizing mixing, these stations enable a seamless workflow. They integrate the mixing, transportation, and pouring processes, promoting highly efficient, mechanized joint operations on a construction site.
Matching the System to Your Project's Needs
Your project's specific goals will determine which aspects of the mixing station are most critical to your success.
- If your primary focus is massive infrastructure projects: The precision of the material weighing system and the reliability of the high-output mixing host are paramount for meeting stringent quality standards.
- If your primary focus is commercial concrete supply: The speed and automation of the control and conveying systems are key to handling diverse orders and maximizing daily productivity.
- If your primary focus is project mobility on complex sites: The integrated, modular steel structure is the most important feature, as it allows for efficient disassembly, transport, and re-assembly.
Ultimately, understanding these components allows you to see the concrete mixing station not just as a piece of equipment, but as a strategic asset for achieving project efficiency and quality.
Summary Table:
| System | Primary Function | Key Components |
|---|---|---|
| Mixing Host | Combines materials into concrete | Twin-shaft horizontal mixer |
| Material Storage | Holds raw ingredients | Silos, Aggregate Bins |
| Material Conveying | Transports materials | Belt Conveyors, Screw Conveyors |
| Material Weighing | Precisely measures ingredients | Scales, Meters |
| Control System | Automates the entire process | Central Console, Software |
Ready to build your project on a foundation of quality and efficiency?
GARLWAY specializes in engineering high-performance concrete mixing stations for construction companies and contractors globally. Our solutions, including robust winches, concrete mixers, and fully automated batching plants, are designed to deliver the consistent quality and high-volume output your large-scale projects demand.
Let us help you optimize your concrete production. Contact GARLWAY today for a customized solution!
Visual Guide
Related Products
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS90 Large Multiquip Concrete Mixers for Construction
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
People Also Ask
- Why is proper maintenance important for a concrete batch mix plant? Maximize Uptime & Profitability
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What precautions should be taken before operating the concrete mixing station in winter? Ensure Safe & Efficient Production
- How does operator skill level affect concrete batching plant choice? Match Your Team to the Right Machine
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control












