In short, reversible drum mixers are specifically suited for small to medium-scale construction projects that require a consistent, on-site supply of concrete. Their key advantage is the ability to both mix and discharge material efficiently from a single, often portable, unit without tilting.
A reversible drum mixer strikes a critical balance between the small scale of a simple tilting mixer and the high volume of a transit truck. Its unique ability to discharge concrete by reversing drum rotation makes it an efficient workhorse for projects demanding controlled, repeated batches.

The Core Mechanism: How "Reversible" Works
The term "reversible" refers directly to the drum's direction of rotation and its effect on the concrete. Understanding this is key to seeing its value.
The Mixing Phase
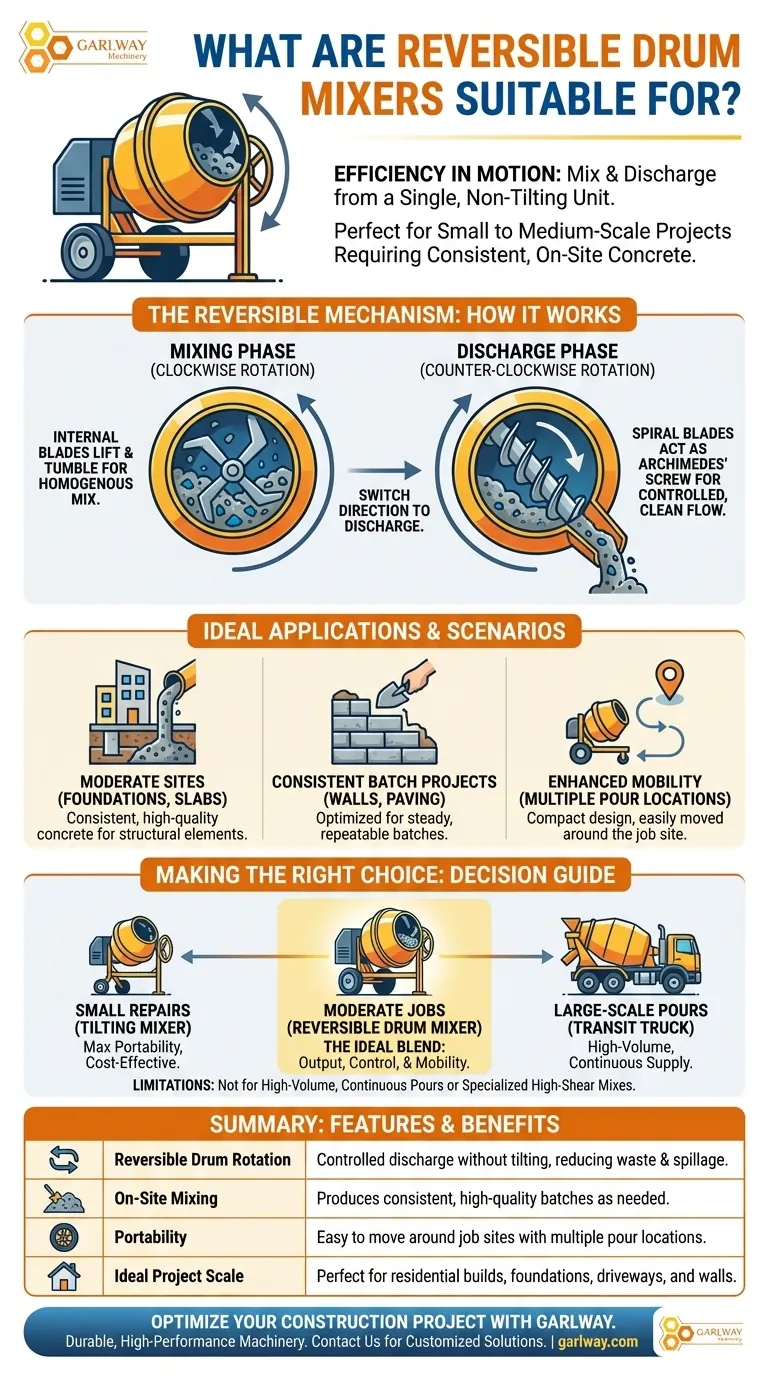
When the drum rotates in one direction (typically clockwise), internal blades lift and tumble the aggregates, cement, and water. This action ensures a thorough and homogenous mix.
The Discharge Phase
This is the defining feature. When the drum's rotation is reversed (counter-clockwise), a second set of spiral blades engages. These blades act like an Archimedes' screw, pushing the mixed concrete out of the drum's opening in a controlled flow.
The Advantage Over Tilting Mixers
Simpler "tilting" drum mixers require the entire drum to be tipped over to pour out the contents. The reversible mechanism provides a much more controlled, clean, and efficient discharge process directly into a wheelbarrow or concrete pump.
Ideal Applications and Scenarios
Reversible drum mixers excel where the scale of work is too large for manual mixing but doesn't justify the logistics of ready-mix concrete trucks.
Moderate-Sized Construction Sites
These mixers are mainstays on residential and commercial building sites. They are perfect for creating foundations, floor slabs, columns, and other structural elements that require consistent, high-quality concrete produced on-demand.
Projects Requiring Consistent Batches
Their design is optimized for producing batch after batch of concrete. This makes them ideal for tasks like building retaining walls, paving driveways, or any job that progresses in steady, manageable stages.
Enhanced Portability and Site Mobility
Most reversible drum mixers are designed to be compact and easily moved around a job site. This portability is crucial for projects with multiple pour locations or limited access.
Understanding the Trade-offs and Limitations
While highly versatile, reversible drum mixers are not the right tool for every job. Objectivity requires acknowledging their specific limitations.
Not for High-Volume, Continuous Pours
This is the most critical distinction. While some general "drum mixers" (like transit trucks) handle massive volumes, the reversible site mixer is designed for smaller, controlled outputs. It cannot compete with the volume or speed of a dedicated ready-mix delivery for a large foundation pour.
Best for Standard Concrete Mixes
These are workhorses for standard concrete recipes. They are not designed for the intensive, high-shear mixing required for specialized materials like high-performance concrete or certain grouts, which are better suited to pan or twin-shaft mixers.
Making the Right Choice for Your Project
Selecting the correct mixer is a crucial decision based on volume, mobility, and mix complexity.
- If your primary focus is maximum portability for small repairs: A simple, non-reversible tilting drum mixer is often the most cost-effective solution.
- If your primary focus is efficient, on-site production for moderate jobs: The reversible drum mixer is the ideal choice, offering a perfect blend of output, control, and mobility.
- If your primary focus is large-scale construction with high-volume pours: Your needs are best met by coordinating with ready-mix concrete suppliers using large transit truck mixers.
Ultimately, choosing the right mixer means matching the equipment's design and scale to the specific demands of your project.
Summary Table:
| Feature | Benefit |
|---|---|
| Reversible Drum Rotation | Controlled discharge without tilting, reducing waste and spillage |
| On-Site Mixing | Produces consistent, high-quality concrete batches as needed |
| Portability | Easy to move around job sites with multiple pour locations |
| Ideal Project Scale | Perfect for residential builds, foundations, driveways, and walls |
| Limitations | Not suited for high-volume continuous pours or specialized mixes |
Optimize your construction project with the right equipment. GARLWAY specializes in durable, high-performance construction machinery, including concrete mixers designed for contractors and construction companies worldwide. Whether you need a reliable reversible drum mixer for on-site efficiency or other machinery like winches and batching plants, we provide solutions that enhance productivity and control. Contact our experts today to discuss the best mixer for your specific needs and get a customized quote!
Visual Guide
Related Products
- Belle Mixer Drum Self Loading Mortar Mixers JS3000
- Concrete Cement Mixer Machine Drum Mixer for Construction
- Portable Concrete Mixer Machine Equipment for Mixing Concrete
- Portable Cement Mixer with Lift Concrete Machine
- Portable Ready Mix Concrete Mixer Equipment
People Also Ask
- What components are involved in the loading process of a self loading concrete mixer? A Guide to the Key Systems
- How does the weighing process work in a self loading concrete mixer? Achieve Precise, On-Site Concrete Batching
- What is the purpose of keeping the drum rotating during transportation in a self loading concrete mixer? Ensure Quality & Consistency
- What are the maintenance and durability characteristics of self-loading concrete mixers? Built for Rugged Job Sites
- How is discharging accomplished in a self loading mixer? Master Precise Concrete Placement






