
Introduction
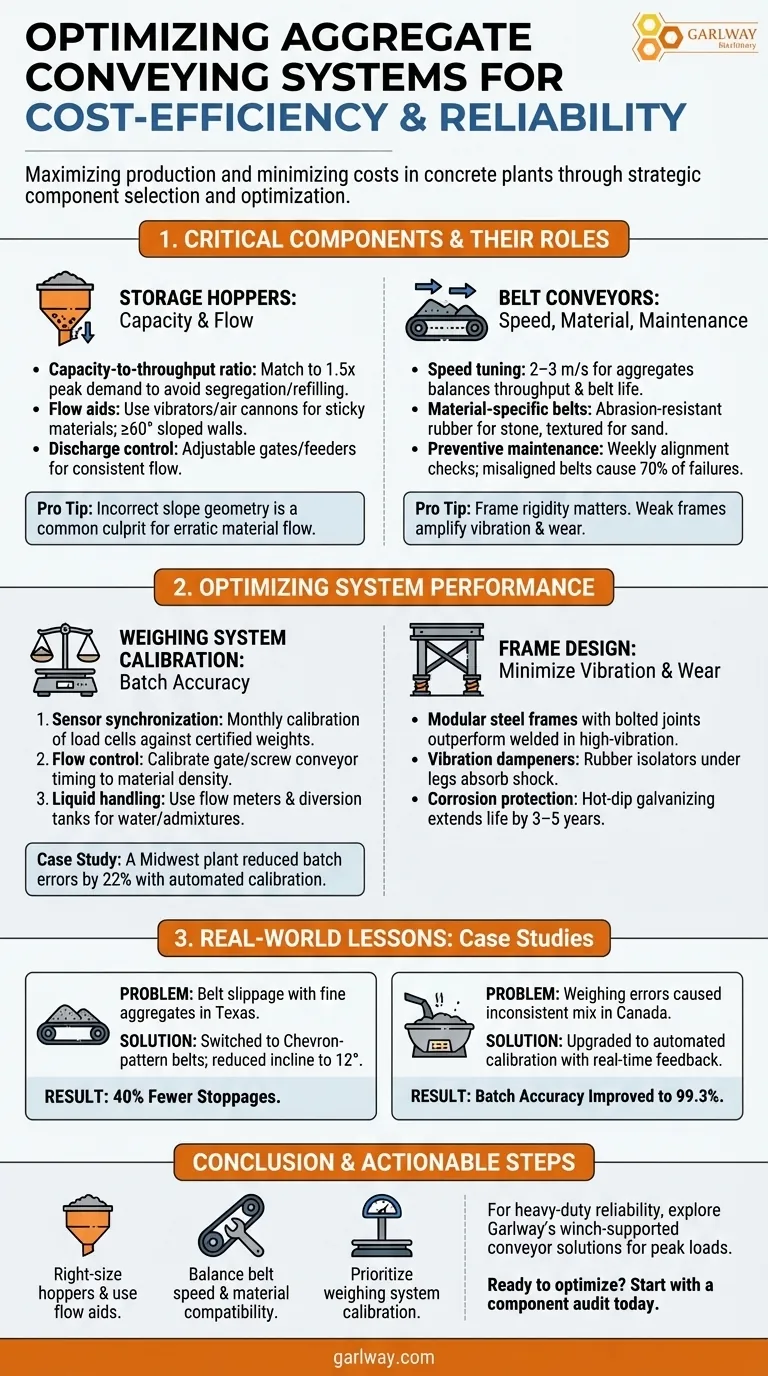
Selecting and optimizing aggregate conveying system components directly impacts production costs and operational uptime in concrete plants. This guide breaks down critical components, performance optimization strategies, and real-world lessons to help you design systems that minimize waste, reduce maintenance, and maximize throughput—without compromising accuracy or safety.
Aggregate Conveying System Components and Their Critical Roles
Storage Hoppers: Capacity Planning and Material Flow Control
Storage hoppers are the first link in your conveying system. Poorly designed hoppers cause material bridging, uneven flow, and production delays. Key considerations:
- Capacity-to-throughput ratio: Oversized hoppers increase material degradation (e.g., aggregate segregation), while undersized hoppers force frequent refilling. Match hopper volume to 1.5x your peak hourly demand.
- Flow aids: Install vibrators or air cannons for sticky materials like damp sand. Angled walls (≥60° slope) prevent material buildup.
- Discharge control: Adjustable gates or variable-speed feeders ensure consistent flow to downstream conveyors.
Ever wondered why some plants experience erratic material flow despite large hoppers? The culprit is often incorrect slope geometry.
Belt Conveyors: Speed, Material Compatibility, and Maintenance
Belt conveyors handle the heaviest loads in your system. Optimize them by:
- Speed tuning: High speeds (over 3.5 m/s) increase wear and dust. For aggregates, 2–3 m/s balances throughput and belt life.
- Material-specific belts: Use abrasion-resistant rubber for crushed stone; textured surfaces prevent sand slippage.
- Preventive maintenance: Track alignment weekly with laser guides. Misaligned belts account for 70% of premature failures.
Pro Tip: Frame rigidity matters. Weak frames amplify vibration, accelerating roller and bearing wear.
Optimizing System Performance
Weighing System Calibration for Batch Accuracy
Automated weighing systems are the backbone of batching precision. Here’s how calibration ensures accuracy:
- Sensor synchronization: Modern systems use load cells to weigh materials in metering hoppers. Calibrate sensors monthly against certified weights.
- Flow control: Coarse aggregates deposit via bin gates, while cement/admixtures use screw conveyors. Calibrate gate opening times to match material density.
- Liquid handling: Water and admixtures require flow meters. Partial diversion to storage tanks prevents over-pouring.
Case in point: A Midwest concrete plant reduced batch errors by 22% after switching to automated calibration cycles.
Frame Design to Minimize Vibration and Wear
Sturdy frames reduce energy loss and component fatigue:
- Modular steel frames with bolted joints outperform welded designs in high-vibration zones.
- Vibration dampeners: Install rubber isolators under conveyor legs to absorb shock from aggregate loading.
- Corrosion protection: Hot-dip galvanizing extends frame life in humid environments by 3–5 years.
Case Studies: Lessons from Real-World Concrete Plants
-
Problem: A Texas plant faced constant belt slippage with fine aggregates.
Solution: Switched to Chevron-pattern belts and reduced conveyor incline from 18° to 12°. Result: 40% fewer stoppages. -
Problem: A Canadian facility’s weighing errors caused inconsistent mix quality.
Solution: Upgraded to automated calibration with real-time feedback. Result: Batch accuracy improved to 99.3%.
Conclusion and Actionable Steps
To build a high-efficiency aggregate conveying system:
- Right-size hoppers and use flow aids to prevent blockages.
- Balance belt speed and material compatibility to cut maintenance costs.
- Prioritize weighing system calibration—accuracy drives profit margins.
For heavy-duty reliability, explore Garlway’s winch-supported conveyor solutions, designed to handle peak loads in harsh environments. Ready to optimize your system? Start with a component audit today.
Visual Guide
Related Products
- Auto Concrete Cement Mixer Machine New
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
Related Articles
- The Perishable Problem: Deconstructing the Concrete Mixer
- How to Optimize Feeding-Mixing-Discharging Coordination in Concrete Production
- How to Build an OSHA-Compliant Safety System for Concrete Mixer Workspaces
- How to Conduct OSHA-Compliant Concrete Mixer Safety Inspections: A Step-by-Step Guide
- The Tether and the Titan: Choosing a Concrete Mixer is About More Than Power



















