
Introduction
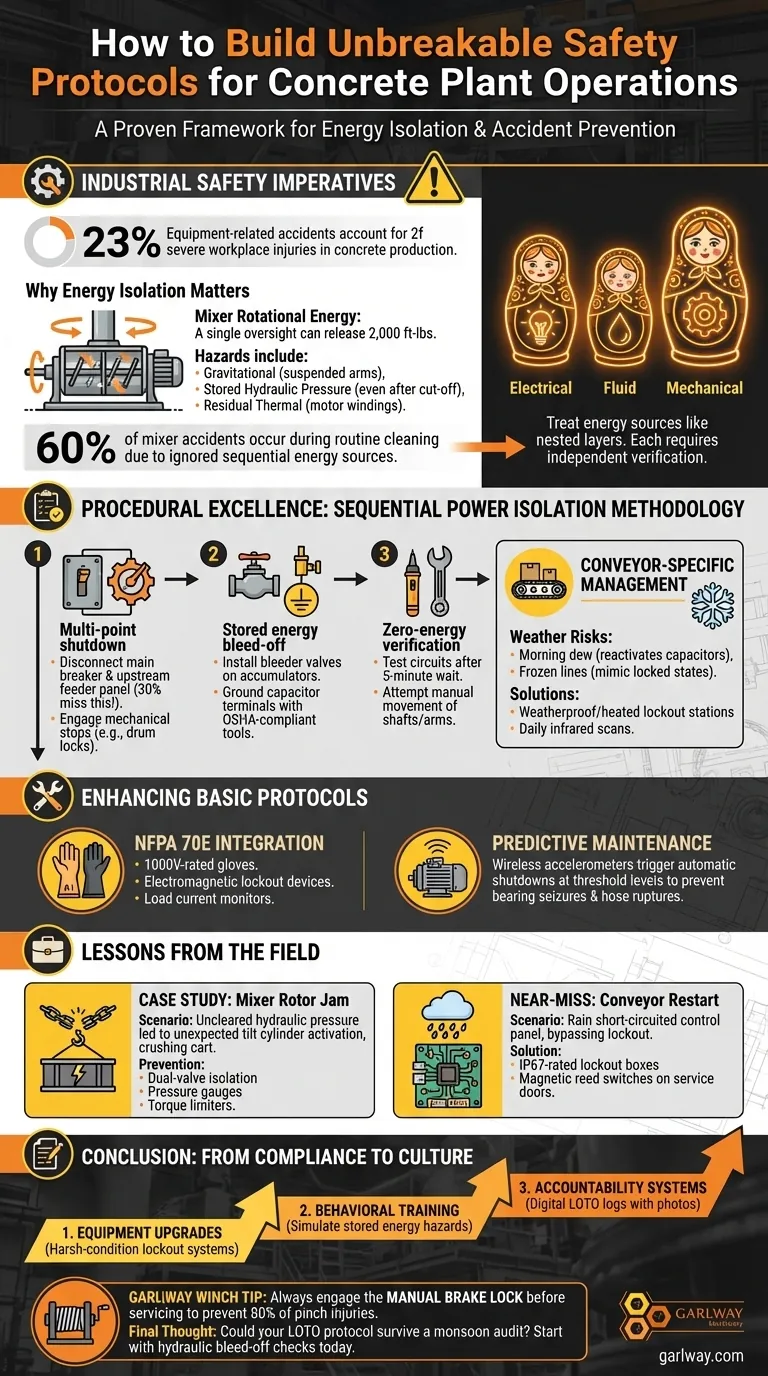
Concrete production facilities rank among the most hazardous industrial environments, with equipment-related accidents accounting for 23% of severe workplace injuries. This guide delivers a proven framework for implementing energy isolation protocols that exceed OSHA/NFPA compliance, specifically tailored to the unique risks of mixing systems, hydraulic circuits, and outdoor conveyors. Whether you're reinforcing existing procedures or designing a safety-first culture from scratch, these methodologies—validated by field case studies—will help you eliminate preventable accidents.
Industrial Safety Imperatives in Concrete Production
Why Energy Isolation Matters in Mixing Systems
A single oversight in locking out a twin-shaft mixer’s 480V power supply can release 2,000 ft-lbs of rotational energy—enough to crush limbs or eject metal fragments. Unlike general industry equipment, concrete mixers combine:
- Gravitational hazards from suspended mixing arms
- Stored hydraulic pressure in tilt mechanisms (even after power cutoff)
- Residual thermal energy in motor windings
Ever wondered why 60% of mixer-related accidents occur during routine cleaning? Most protocols fail to account for sequential energy sources—isolating electricity but ignoring pressurized hydraulic lines that retain 300+ PSI for hours.
Hidden Hazards in Hydraulic/Pneumatic Systems
Pneumatic conveyor brakes and hydraulic pump controls create delayed-release threats:
- Trapped air pressure in silo feed systems (takes 45+ minutes to dissipate)
- Spring-loaded actuators in gate valves (manual release required)
- Capacitor banks in VFD-driven motors (holds charge for days)
Visual metaphor: Treat energy sources like nested Russian dolls—each layer (electrical, fluid, mechanical) requires independent verification.
Procedural Excellence in Equipment Maintenance
Sequential Power Isolation Methodology
Step 1: Multi-point shutdown
- Disconnect main breaker and upstream feeder panel (30% of plants miss this)
- Engage mechanical stops on rotating elements (e.g., drum locks for tilt mixers)
Step 2: Stored energy bleed-off
- Install bleeder valves on hydraulic accumulators
- Ground capacitor terminals using OSHA-compliant discharge tools
Step 3: Zero-energy verification
- Test circuits with non-contact voltage detectors after 5-minute waiting period
- Attempt manual movement of shafts/arms (confirms mechanical lock engagement)
Conveyor-Specific Stored Energy Management
Outdoor belt conveyors introduce weather-dependent risks:
- Morning dew can reactivate "discharged" capacitors
- Frozen hydraulic lines mimic locked-out states until thawed
Solution: Weatherproof lockout stations with heated compartments for tags and hasps, plus daily infrared scans of motor terminals.
Enhancing Basic Protocols
Integrating NFPA 70E Electrical Safety Standards
Upgrade LOTO kits to include:
- 1000V-rated gloves for capacitor handling
- Electromagnetic lockout devices for high-voltage switchgear
- Load current monitors that detect phantom voltages
Vibration Monitoring for Predictive Maintenance
Abnormal vibration patterns in aggregate feeders often precede:
- Sudden bearing seizures (creates rotational trap hazards)
- Hydraulic hose ruptures (uncontrolled fluid ejection)
Implement wireless accelerometers to trigger automatic shutdowns at threshold levels.
Lessons from the Field
Case Study: Resolving Rotor Jam in Twin-Shaft Mixer
Scenario: Workers attempted to clear jammed aggregate without bleeding hydraulic pressure. The mixer’s tilt cylinder unexpectedly activated, crushing a maintenance cart.
Root Cause: Reliance on single-point electrical lockout.
Prevention Protocol:
- Dual-valve isolation on hydraulic power units
- Pressure gauges visible from all service access points
- Torque limiters on rotor driveshafts
Near-Miss Analysis: Conveyor Restart During Cleaning
A rain-soaked control panel short-circuited, bypassing locked-out switches and restarting a conveyor while workers cleared debris.
Solution:
- IP67-rated lockout boxes for outdoor controls
- Magnetic reed switches that cut power when service doors open
Conclusion: From Compliance to Culture
True safety transformation requires three shifts:
- Equipment upgrades: Invest in lockout systems designed for concrete plants’ harsh conditions
- Behavioral training: Simulate stored energy hazards using cutaway equipment models
- Accountability systems: Digital LOTO logs with geotagged verification photos
For facilities using Garlway winches in material handling: Always engage the manual brake lock before servicing—a simple step that prevents 80% of winch-related pinch injuries.
Final thought: Could your current LOTO protocol survive a monsoon-season audit? If not, start with hydraulic bleed-off checks today.
Visual Guide
Related Products
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
Related Articles
- How Raw Material Variability Impacts Concrete Batching Accuracy
- Control vs. Chance: The Engineering Case for Concrete Batching Plants
- How Precision Measurement Systems Prevent Costly Concrete Quality Failures
- How Sensor Technologies Revolutionize Concrete Batching Accuracy
- How Advanced Concrete Batching Technology Cuts Costs and Boosts Efficiency



















