At the heart of every concrete batching plant is the mixer unit. This component is the definitive core of the entire operation. It is where all individual ingredients—cement, water, sand, and aggregates—are combined and blended to create a uniform, high-quality concrete mix ready for use.
While a batching plant relies on several interconnected systems, the mixer is the indispensable center. Its performance directly dictates the quality and consistency of the final concrete, making all other components support systems for this single, critical function.

How the Plant's Systems Serve the Mixer
A concrete batching plant isn't just a mixer; it's an integrated facility designed to feed this core component with perfect accuracy and timing. Understanding how these supporting systems work clarifies the mixer's central role.
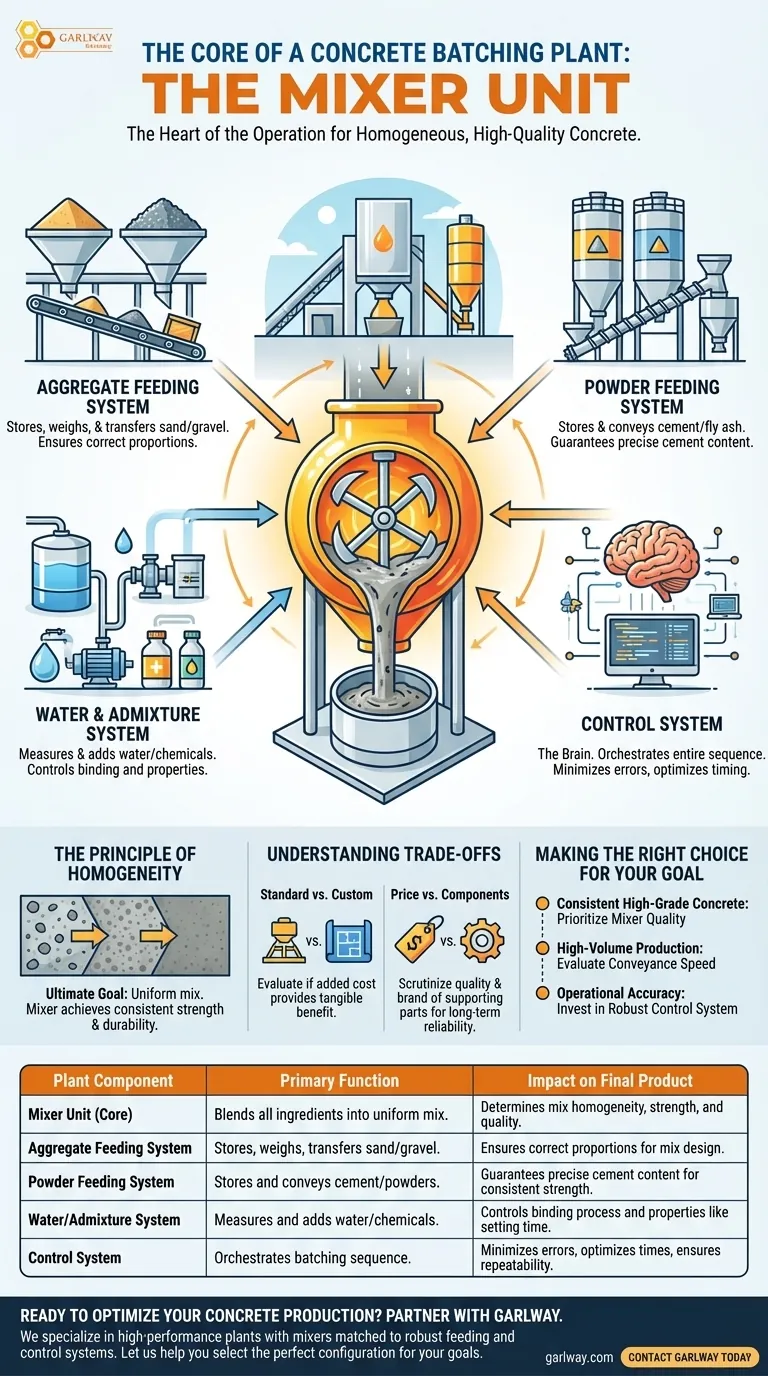
The Principle of Homogeneity
The ultimate goal of a batching plant is to produce a homogeneous concrete mix. This means every cubic foot of the product has the same proportions of ingredients, ensuring consistent strength and durability. The mixer is the only component that can achieve this.
The Aggregate Feeding System
This system stores various sizes of sand and gravel in separate bins. Its sole purpose is to weigh and transfer the precise amount of aggregates required by the mix design into the mixer.
The Powder Feeding System
Similarly, this system handles materials like cement and fly ash. It uses silos for storage and screw conveyors to move the exact weight of each powder into the mixer, preventing waste and ensuring mix accuracy.
The Water and Admixture System
Water is the binding agent in concrete. This system's job is to measure and discharge a precise volume of water into the mixer at the correct time in the blending cycle.
The Control System
The control system is the plant's brain, orchestrating all other components. It executes the pre-programmed mix design, ensuring that the feeding systems deliver their materials to the mixer in the correct sequence and quantity for fast and accurate batching.
Understanding the Trade-offs in Configuration
When selecting a plant, focusing on the mixer and its supporting cast helps avoid common pitfalls. The goal is to choose a configuration that meets your specific needs without unnecessary expense.
Standard vs. Custom Builds
Manufacturers offer standard plant configurations based on common production needs. While custom requirements can be met, it's crucial to evaluate if the added cost provides a tangible benefit to your operation.
Comparing Price vs. Components
When comparing prices from different manufacturers, look beyond the final number. Scrutinize the configuration list, paying close attention to the quality and brand of the supporting components, as these directly impact the mixer's long-term performance and reliability.
Avoiding Unnecessary Extravagance
The best plant is not the biggest or most complex one available. It is the one that most efficiently and economically meets your project's demands. Over-specifying a plant leads to wasted capital and higher operational costs.
Making the Right Choice for Your Goal
Your primary objective should guide your evaluation of any concrete batching plant.
- If your primary focus is consistent, high-grade concrete: Prioritize the quality, type, and maintenance record of the mixer unit itself, as it is the final determinant of mix quality.
- If your primary focus is high-volume production: Evaluate the speed and reliability of the aggregate and powder conveyance systems that supply the mixer.
- If your primary focus is operational accuracy: Invest in a robust and user-friendly control system to minimize batching errors and optimize cycle times.
By recognizing that all components exist to serve the central mixer, you can make a more informed and effective decision for your construction needs.
Summary Table:
| Plant Component | Primary Function | Impact on Final Product |
|---|---|---|
| Mixer Unit (Core) | Blends all ingredients into a uniform concrete mix. | Directly determines mix homogeneity, strength, and quality. |
| Aggregate Feeding System | Stores, weighs, and transfers sand and gravel. | Ensures correct proportions of aggregates for the mix design. |
| Powder Feeding System | Stores and conveys cement and other powders. | Guarantees precise cement content for consistent strength. |
| Water/Admixture System | Measures and adds water and chemical additives. | Controls the binding process and concrete properties like setting time. |
| Control System | Orchestrates the entire batching sequence. | Minimizes errors, optimizes cycle times, and ensures repeatable accuracy. |
Ready to Optimize Your Concrete Production?
Understanding that the mixer is the heart of your operation is the first step. The next is partnering with a manufacturer who builds plants where every component is engineered to support that core.
At GARLWAY, we specialize in designing and manufacturing high-performance concrete batching plants for construction companies and contractors worldwide. We ensure our mixers—whether tilt, pan, or twin-shaft—are matched with robust, accurate feeding and control systems to deliver the consistent, high-quality concrete your projects demand.
Let us help you select the perfect plant configuration to meet your specific goals, whether it's superior mix quality, high-volume output, or precise operational control.
Contact GARLWAY today for a free consultation and let's build the solution that powers your success.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS90 Large Multiquip Concrete Mixers for Construction
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS35 Small Cement Concrete Mixing Batch Plant
People Also Ask
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- What is the name of the machine used in ready mix? Unpacking the Complete Concrete System
- How does ready-mix work? A Guide to Efficient, High-Quality Concrete Delivery
- Why is the control of lighting important in the electrical system of a concrete mixing plant?
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project



















