At its core, a concrete plant requires a system for storing raw materials, measuring them with precision, mixing them thoroughly, and controlling the entire operation. The essential equipment includes aggregate bins, cement silos, conveyors for transport, weigh hoppers for measurement, a central mixer, and a computerized control system to manage the process.
A concrete plant is not just a collection of machinery; it is an integrated system designed to transform variable raw materials into a consistent, high-quality construction product. The goal of every component is to ensure accuracy and repeatability in every batch.

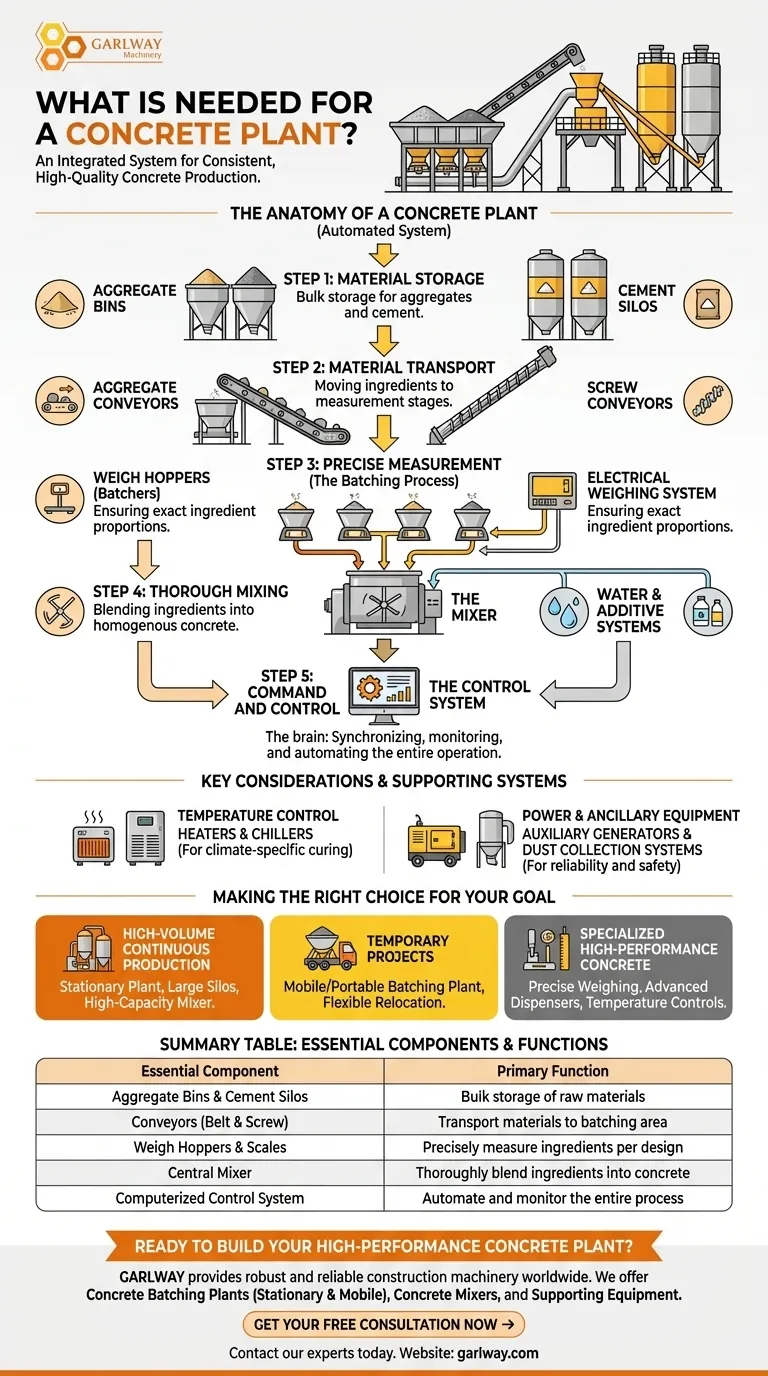
The Anatomy of a Concrete Plant
A concrete plant functions like a large-scale, automated kitchen. Each component has a specific role in storing, moving, measuring, or mixing the ingredients according to a precise recipe.
Step 1: Material Storage
The first requirement is having a place to hold the raw ingredients in bulk. This is handled by two primary components.
- Aggregate Bins: These large hoppers or bins store the aggregates—typically sand and various sizes of gravel or crushed stone—which form the bulk of the concrete.
- Cement Silos: These are weather-proof vertical silos that store the powdered cement (and other cementitious materials like fly ash). They are crucial for keeping the cement dry and ready for use.
Step 2: Material Transport
Once stored, the ingredients must be moved efficiently to the measurement and mixing stages.
- Aggregate Conveyors: A belt conveyor is typically used to move the sand and gravel from the storage bins up to the weigh hopper.
- Screw Conveyors: A screw conveyor, which is an enclosed auger, is used to transfer cement from the silo. This enclosed system prevents dust and protects the cement from moisture.
Step 3: Precise Measurement (The Batching Process)
This is the most critical stage for ensuring concrete quality. Imprecise measurement leads to inconsistent strength and workability.
- Weigh Hoppers (Batchers): These are scale-mounted containers that weigh each ingredient—aggregates, cement, and water—to the exact specification required by the mix design. The accuracy of these scales is paramount.
- Electrical Weighing System: This system translates the physical weight of the materials in the hoppers into digital data for the control system, ensuring every batch matches the recipe.
Step 4: Thorough Mixing
With the ingredients accurately weighed, they are combined to create homogenous ready-mix concrete.
- The Mixer: This is the heart of the plant where all the ingredients are blended together. The type of mixer (pan, twin-shaft, etc.) impacts the speed and efficiency of the mixing process.
- Water and Additive Systems: Separate systems introduce water and chemical additives (like water reducers or retarders) into the mixer, also measured precisely for the specific batch requirements.
Step 5: Command and Control
The entire process must be synchronized and monitored to ensure consistency and efficiency.
- The Control System: A computerized system serves as the brain of the operation. The operator uses it to select a mix design, start the batching process, monitor all components, and print delivery tickets.
Key Considerations and Supporting Systems
Beyond the core components, several other factors determine a plant's capability and suitability for a specific environment.
Temperature Control
The temperature of the concrete is critical for its curing process and final strength, especially in extreme climates.
- Heaters: In cold climates, water and sometimes aggregates are heated to ensure the concrete mix maintains the required temperature.
- Chillers: In hot climates, water may be chilled or ice can be added to the mix to slow the initial curing process and prevent cracking.
Power and Ancillary Equipment
A plant cannot operate without reliable power and support structures.
- Auxiliary Generators: A backup power source is essential to prevent the loss of a batch or operational shutdown during a power failure.
- Dust Collection Systems: To comply with environmental regulations and maintain a safe worksite, dust collectors are installed at material transfer points, especially around the cement silo and mixer.
Making the Right Choice for Your Goal
The configuration of a concrete plant depends entirely on its intended application.
- If your primary focus is high-volume, continuous production for a large market: A stationary plant with large storage silos, a high-capacity mixer, and a sophisticated, automated control system is necessary.
- If your primary focus is supplying concrete for specific, temporary construction projects: A mobile or portable batching plant offers the flexibility to be moved from site to site.
- If your primary focus is producing specialized, high-performance concrete: You will need a plant with highly precise weighing systems and advanced dispensers for various chemical additives and temperature controls.
Ultimately, every component in a concrete plant serves the single purpose of producing a predictable and reliable engineered material.
Summary Table:
| Essential Component | Primary Function |
|---|---|
| Aggregate Bins & Cement Silos | Bulk storage of raw materials (sand, gravel, cement) |
| Conveyors (Belt & Screw) | Transport materials from storage to the batching area |
| Weigh Hoppers & Scales | Precisely measure ingredients according to the mix design |
| Central Mixer | Thoroughly blend all ingredients into homogenous concrete |
| Computerized Control System | Automate and monitor the entire batching process for consistency |
Ready to Build Your High-Performance Concrete Plant?
Choosing the right components is critical for producing consistent, high-quality concrete. GARLWAY specializes in providing robust and reliable construction machinery for contractors and construction companies worldwide.
We offer a full range of concrete production equipment, including:
- Concrete Batching Plants (Stationary & Mobile)
- Concrete Mixers
- Supporting Equipment (Silos, Conveyors)
Let us help you configure the perfect plant for your project's volume and specifications. Contact our experts today for a consultation and discover how GARLWAY can be your trusted partner in construction.
Get Your Free Consultation Now →
Visual Guide
Related Products
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS35 Small Cement Concrete Mixing Batch Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
People Also Ask
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality
- What are the main causes of shaft end leakage in mixing stations? Prevent Costly Downtime & Repairs
- What are the main types of concrete mixing stations? Single-Unit vs. Mobile Plants Explained
- What is the name of the machine used in ready mix? Unpacking the Complete Concrete System
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency



















