To be direct, drum concrete mixers are utilized across a vast spectrum of industries, extending far beyond typical construction. They are fundamental in producing precast concrete products like blocks, pipes, and sleepers, and are also essential in manufacturing processes for ceramics, glass, refractory materials, and even agricultural and food products.
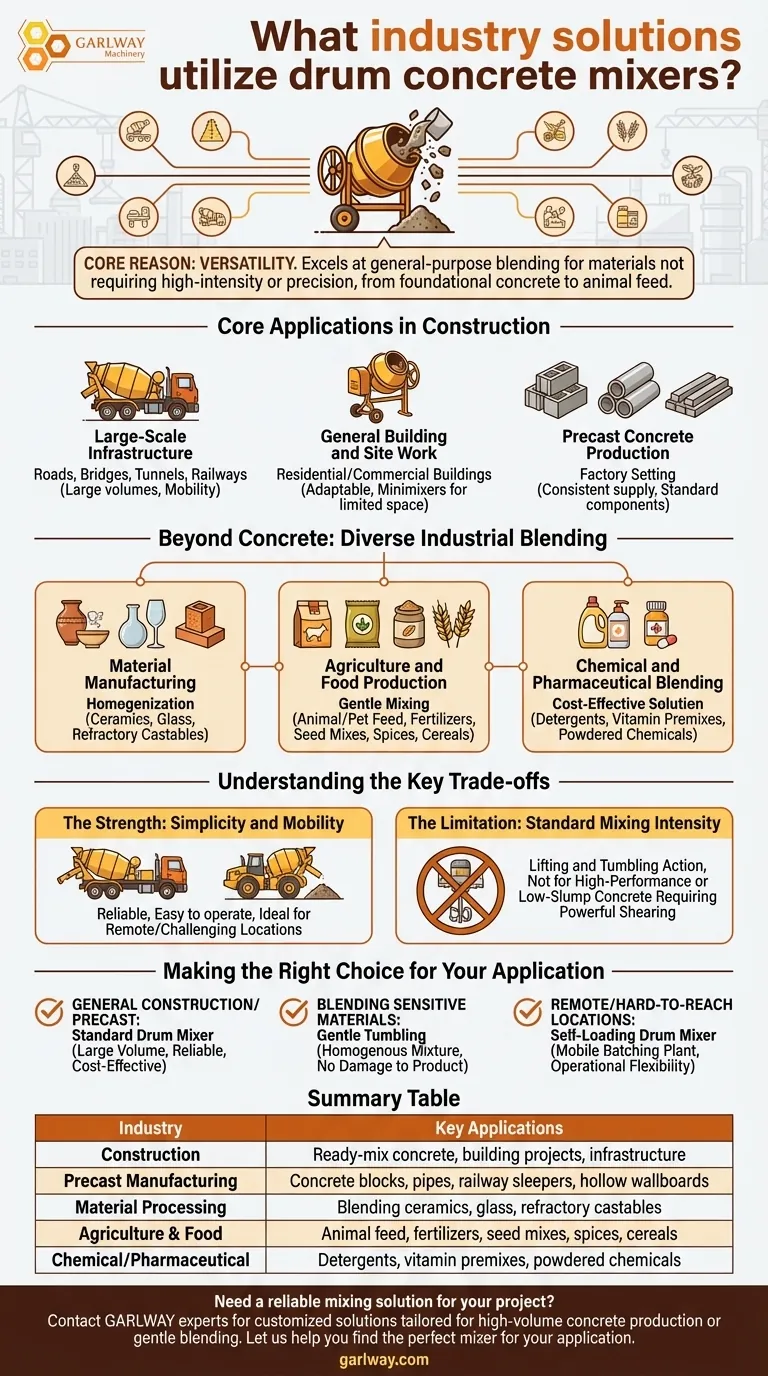
The core reason for the drum mixer's widespread adoption is its versatility. It excels at general-purpose blending for materials that do not require high-intensity or precision mixing, making it a reliable workhorse for everything from foundational concrete to animal feed.

Core Applications in Construction
The most recognized use for drum mixers is in the construction sector, where different models are deployed based on the project's scale and location.
Large-Scale Infrastructure
For major projects, mobility and volume are key. Drum mixers are integral to the construction of roads, bridges, tunnels, and railways.
Truck-mounted mixers are the most common variant, designed to transport large volumes of ready-mix concrete from a batching plant directly to the pour site.
General Building and Site Work
Drum mixers are a staple for small to medium-sized construction tasks, including residential and commercial buildings.
Their availability as portable or stationary units makes them adaptable to various site constraints. Minimixers are specifically designed for urban areas or sites where space is limited.
Precast Concrete Production
In a factory setting, drum mixers are used to produce a consistent supply of concrete for manufacturing standardized components.
This includes products like concrete blocks, pipes, hollow wallboards, and railway sleepers, where reliability and steady output are more critical than high-intensity mixing.
Beyond Concrete: Diverse Industrial Blending
The simple, effective tumbling action of a drum mixer makes it suitable for blending a wide variety of non-construction materials.
Material Manufacturing
Industries that process raw granular or powdered materials rely on drum mixers for homogenization.
This is common in the production of ceramics, glass, and refractory castables, where different components must be evenly blended before heating or processing.
Agriculture and Food Production
The gentle mixing action is ideal for products where the integrity of the ingredients must be maintained.
Applications include blending animal and pet feed, fertilizers, grass seed mixes, spices, coffee, trail mix, and cereals.
Chemical and Pharmaceutical Blending
For products that require a consistent but not intensely sheared mixture, drum mixers are a cost-effective solution.
This includes the manufacturing of detergents, vitamin and mineral premixes, and various other powdered chemicals.
Understanding the Key Trade-offs
While incredibly versatile, the drum mixer is not the optimal choice for every application. Understanding its inherent design helps clarify its role.
The Strength: Simplicity and Mobility
The primary advantage of the drum mixer is its straightforward design, which makes it reliable and easy to operate.
This simplicity lends itself to mobility. Variants like truck mixers, rough terrain mixers, and self-loading mixers are designed specifically to bring concrete production to remote, challenging, or varied locations.
The Limitation: Standard Mixing Intensity
Drum mixers work by lifting and tumbling material. This process is excellent for standard concrete and general blending but is not considered high-intensity.
For high-performance, specialized, or very low-slump concrete that requires powerful shearing action to achieve full homogeneity, other mixer types are often preferred.
Making the Right Choice for Your Application
Selecting the right equipment depends entirely on the material being mixed and the operational context.
- If your primary focus is general construction or precast manufacturing: A standard drum mixer provides a reliable and cost-effective solution for producing large volumes of consistent concrete.
- If your primary focus is blending dry, granular, or sensitive materials: The gentle tumbling action of a drum mixer is ideal for creating a homogenous mixture without damaging the product.
- If your primary focus is working in remote or hard-to-reach locations: A self-loading drum mixer offers a complete, mobile batching plant, providing unmatched operational flexibility.
Ultimately, the drum mixer's enduring presence across so many industries is a testament to its simple, effective, and highly adaptable design.
Summary Table:
| Industry | Key Applications |
|---|---|
| Construction | Ready-mix concrete, building projects, infrastructure (roads, bridges) |
| Precast Manufacturing | Concrete blocks, pipes, railway sleepers, hollow wallboards |
| Material Processing | Blending ceramics, glass, refractory castables |
| Agriculture & Food | Animal feed, fertilizers, seed mixes, spices, cereals |
| Chemical/Pharmaceutical | Detergents, vitamin premixes, powdered chemicals |
Need a reliable mixing solution for your project?
Whether you're a construction company, a precast manufacturer, or an industrial processor, GARLWAY's drum mixers deliver the versatility and reliability you need. Our expertise in construction machinery ensures you get equipment tailored for high-volume concrete production or gentle blending of sensitive materials.
Let us help you find the perfect mixer for your application. Contact our experts today to discuss your specific requirements and get a customized solution.
Visual Guide
Related Products
- Concrete Cement Mixer Machine Drum Mixer for Construction
- Belle Mixer Drum Self Loading Mortar Mixers JS3000
- Portable Concrete Mixer Machine Equipment for Mixing Concrete
- Portable Ready Mix Concrete Mixer Equipment
- JZC400 Mobile Small Concrete Mixer Cement Mixer Machine
People Also Ask
- What are the main types of concrete mixers mentioned? Find the Perfect Mixer for Your Project
- How do cement mixers enhance safety on construction sites? Reduce Strain, Hazards, and Accidents
- How should contractors choose the type of concrete mixer for a project? Match Mixer to Job for Optimal Quality & Efficiency
- What are the key advantages of using drum mixers in concrete mixing? Boost Volume & Efficiency on Your Site
- What is the average lifespan of a concrete mixer? Maximize Your Equipment's Lifespan & ROI



















