The primary equipment for supplying sand and aggregate in a concrete mixing plant consists of a system that loads, stores, weighs, and transports materials. This process typically begins with bucket loaders moving aggregates into storage hoppers, which then use electronic weighing devices to measure precise batches before a belt conveyor or bucket elevator transports them to the main mixer.
The core challenge in aggregate supply is not just moving material, but doing so with precision, reliability, and efficiency. The choice between a belt conveyor and a bucket elevator is the most critical decision, driven entirely by your plant's specific scale and spatial constraints.

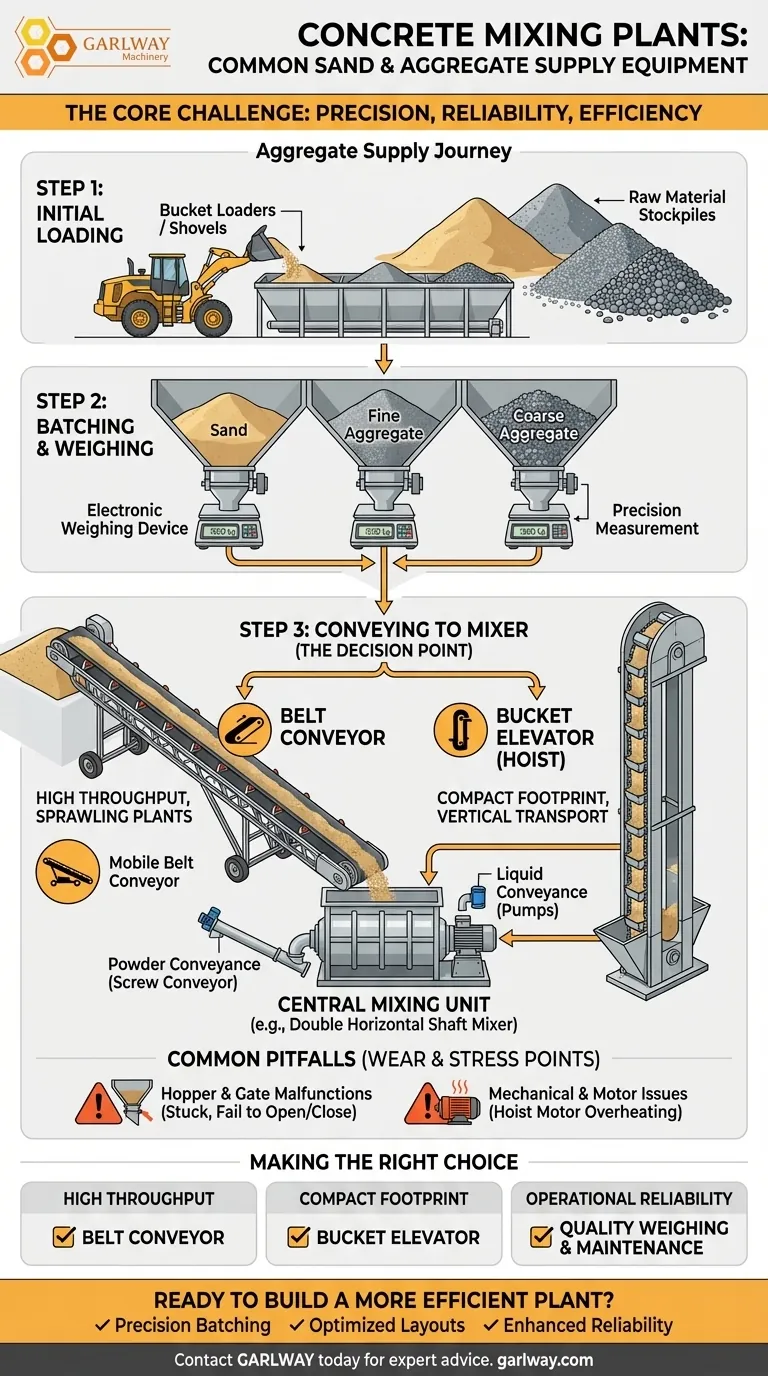
The Aggregate Supply Journey: From Stockpile to Mixer
Understanding the aggregate supply system is best done by following the material's path through the plant. Each stage relies on specialized equipment to ensure the final concrete mix is accurate and consistent.
Step 1: Initial Loading
The process starts at the raw material stockpiles. Heavy machinery is required to move large volumes of sand and different-sized aggregates into the batching plant's storage bins.
Common equipment for this initial loading includes bucket loaders, shovels, and grab excavators. The choice depends on the scale of the operation and how the stockpiles are managed.
Step 2: Batching and Weighing
Once loaded, the aggregates sit in a series of hoppers or bins, each holding a different material. This is the starting point for creating a specific concrete mix design.
Below these hoppers are electronic weighing devices. These scales are critical for precision, as they measure the exact weight of each aggregate required for a batch before releasing it for transport.
Step 3: Conveying to the Mixer
After being weighed, the batched aggregates must be transported up to the main mixing unit. This is where the plant's design dictates the technology used.
The two primary methods are belt conveyors and bucket elevators. Belt conveyors are ideal for sprawling, high-output plants, while bucket elevators (or hoists) are used to save space by moving material vertically in compact layouts. Flexible mobile belt conveyors, often in 10m or 15m lengths, can also be used depending on the site's terrain.
How Aggregates Fit into the Complete Plant
The aggregate system is just one part of a larger, synchronized operation. Understanding how it interfaces with other material handling systems provides a complete picture of the plant's workflow.
Powder Conveyance Systems
Cement and other powdered additives are stored in silos and moved using different equipment. The most common method is a screw conveyor, an auger-style device that moves powder efficiently.
Larger plants might use pneumatic conveying or scraper conveyors for higher capacity, though pneumatic systems typically consume more power.
Liquid Conveyance Systems
Water and any liquid chemical admixtures are managed by a simpler system. This part of the plant relies on pumps to move the liquids from storage tanks into the mixer with high accuracy.
The Central Mixing Unit
All materials—aggregates, powders, and liquids—converge at the mixing host. The dominant technology here is the forced mixer, which provides a more vigorous and efficient mixing action than older designs.
Among forced mixers, the double horizontal shaft mixer is widely regarded for offering the best overall performance, capable of handling everything from dry, stiff concrete to lightweight aggregate mixes. Planetary mixers are another advanced option known for their thorough mixing action.
Common Pitfalls in Aggregate Supply
An aggregate supply system is subject to heavy wear and mechanical stress, leading to predictable points of failure. Being aware of these issues is key to maintaining operational uptime.
Hopper and Gate Malfunctions
The batching hoppers are a frequent source of problems. It's common for a hopper to get stuck, go off its tracks, or fail to descend properly after discharging a load.
Additionally, the material gates at the bottom of the weighing mechanism can fail to open or close correctly, disrupting the entire batching sequence and compromising mix accuracy.
Mechanical and Motor Issues
The machinery that moves the aggregates is also prone to failure. A common issue is the hoist motor overheating, which points to excessive strain or an impending mechanical breakdown in a bucket elevator system.
Making the Right Choice for Your System
Selecting and maintaining the right aggregate supply equipment is fundamental to a productive concrete plant. Your decision should be guided by your operational priorities.
- If your primary focus is high throughput: A belt conveyor system is the superior choice for continuous, large-scale material flow.
- If your primary focus is a compact footprint: A bucket elevator (hoist) is the most effective solution for moving materials vertically and minimizing land use.
- If your primary focus is operational reliability: Invest in high-quality electronic weighing devices and a rigorous maintenance schedule to prevent common gate and hopper failures.
Ultimately, viewing your equipment not as individual parts but as an integrated system is the key to ensuring consistent production and a high-quality final product.
Summary Table:
| Equipment Type | Primary Function | Key Features |
|---|---|---|
| Bucket Loaders / Shovels | Initial Loading | Moves material from stockpiles to hoppers |
| Hoppers & Bins | Storage & Batching | Holds different aggregates; equipped with gates |
| Electronic Weighing Devices | Precision Measurement | Ensures accurate batch weights for mix design |
| Belt Conveyors | Horizontal/Vertical Transport | Ideal for high-throughput, sprawling plants |
| Bucket Elevators (Hoists) | Vertical Transport | Saves space; ideal for compact layouts |
Ready to Build a More Efficient Concrete Plant?
Choosing the right aggregate supply system is critical for your productivity and profitability. GARLWAY specializes in providing robust and reliable construction machinery, including concrete batching plants, mixers, and the essential conveyor and weighing equipment discussed here.
We help construction companies and contractors globally achieve:
- Precision Batching: Ensure consistent mix quality with accurate weighing systems.
- Optimized Layouts: Select the right conveyor or elevator for your space and output needs.
- Enhanced Reliability: Minimize downtime with durable equipment designed for heavy use.
Let's discuss your project requirements. Contact GARLWAY today to get expert advice and a solution tailored to your operation.
Visual Guide
Related Products
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- Portable Concrete Mixer Machine Equipment for Mixing Concrete
- Hydraulic Concrete Mixer Machine Cement Mixing Equipment for Mixture Concrete
- HZS25 Best Cement Mixer for Quick Mix Concrete at Bunnings
People Also Ask
- What are the components of a ready mix concrete plant? A Guide to Precision and Efficiency
- How does a ready-mix concrete plant work? A Guide to Efficient, High-Quality Production
- What are the main types of concrete mixing stations? Single-Unit vs. Mobile Plants Explained
- What systems are included in a ready-mix concrete plant? A Guide to the 6 Core Systems
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality



















