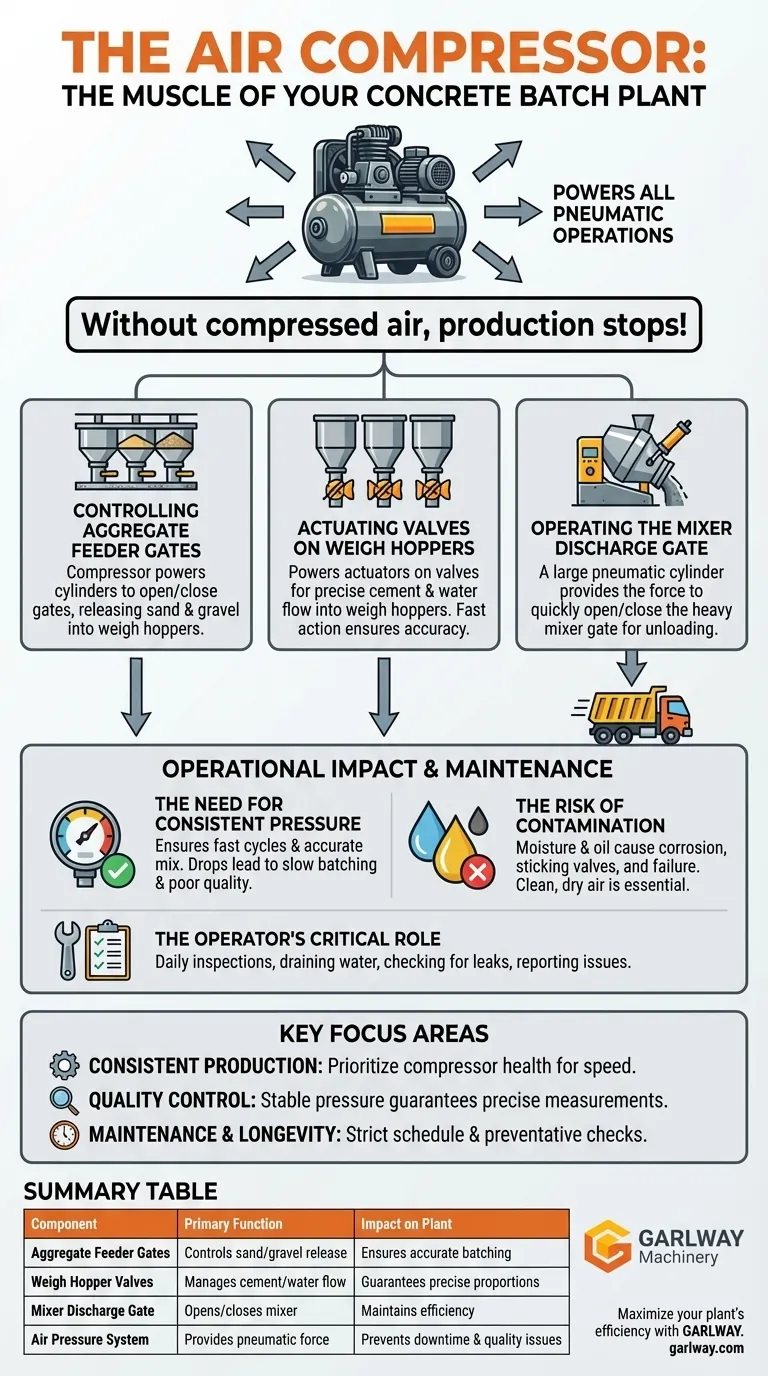
In a concrete batch plant, the air compressor's primary function is to power all pneumatic operations. It generates the compressed air that acts as the force to open and close the various gates and valves that control the flow of materials. This makes it a central component for the plant's automated material handling system.
The air compressor is the muscle of the batching process. Without a reliable source of compressed air, the entire automated sequence of moving aggregates, cement, and water into the mixer would fail, bringing production to a complete stop.

The Role of Pneumatics in Material Flow
A concrete batch plant relies on the precise and rapid movement of heavy materials. Pneumatic systems—those powered by compressed air—are an ideal solution for this task due to their power, speed, and reliability. The air compressor is the heart of this system.
Controlling Aggregate Feeder Gates
Aggregates like sand and gravel are stored in large overhead bins. The air compressor provides the necessary pressure to pneumatic cylinders that open and close the feeder gates at the bottom of these bins. This allows a specific amount of each material to be released onto a conveyor or directly into a weigh hopper.
Actuating Valves on Weigh Hoppers
Accurate measurement is critical for concrete quality. The air compressor powers the actuators on butterfly valves, which are used to control the flow of cement powder and water into their respective weigh hoppers. The fast, decisive action of these pneumatic valves ensures that the flow stops at the exact moment the target weight is reached.
Operating the Mixer Discharge Gate
Once the concrete is thoroughly mixed, it must be discharged into a concrete truck. The mixer discharge gate is a heavy component that requires significant force to open and close quickly. A large pneumatic cylinder, powered by the compressor, provides the force needed to operate this gate efficiently between batches.
Understanding the Operational Impact
The air compressor is not a "set it and forget it" component. Its performance has a direct and immediate impact on the plant's output, quality, and reliability.
The Need for Consistent Pressure
If air pressure drops, gates may not open fully or valves may not close completely. This leads to slow batching cycles, inaccurate measurements, and ultimately, poor-quality concrete. Consistent and sufficient pressure is non-negotiable for efficient operation.
The Risk of Contamination
Compressed air must be clean and dry. Moisture in the air lines can cause pneumatic valves and cylinders to corrode, stick, and fail prematurely. Oil and other contaminants can have a similar effect, leading to expensive repairs and unplanned downtime.
The Operator's Critical Role
The operator is the first line of defense in ensuring the compressor's reliability. Daily inspections, such as draining water from the air tank and checking for leaks, are essential. Reporting any unusual noises or pressure drops ensures that maintenance can be performed before a critical failure occurs.
Key Focus Areas for Plant Operations
To ensure your plant runs smoothly, understanding the compressor's role helps you prioritize your efforts.
- If your primary focus is consistent production: Treat the air compressor's health as a top priority, as its reliability dictates your plant's entire operational speed.
- If your primary focus is quality control: Recognize that stable air pressure is fundamental to the precise measurements that guarantee your concrete meets specifications.
- If your primary focus is maintenance and longevity: Implement a strict schedule of daily operator checks and preventative maintenance to ensure the delivery of clean, dry air.
Ultimately, viewing the air compressor as a core operational asset, not just a background utility, is fundamental to running an efficient and profitable concrete batch plant.
Summary Table:
| Component | Primary Function | Impact on Plant |
|---|---|---|
| Aggregate Feeder Gates | Controls release of sand/gravel | Ensures accurate material batching |
| Weigh Hopper Valves | Manages cement/water flow | Guarantees precise mix proportions |
| Mixer Discharge Gate | Opens/closes mixer for unloading | Maintains batch cycle efficiency |
| Air Pressure System | Provides consistent pneumatic force | Prevents downtime and quality issues |
Maximize your concrete batch plant's efficiency and reliability with GARLWAY. A reliable air compressor is the heart of your operation, and our expertise in construction machinery ensures your pneumatic systems run smoothly. We specialize in providing robust concrete batching plants, mixers, and components for contractors and construction companies worldwide.
Contact us today to discuss how we can support your production goals and minimize downtime.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
People Also Ask
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality
- Why is the control of lighting important in the electrical system of a concrete mixing plant?
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project










