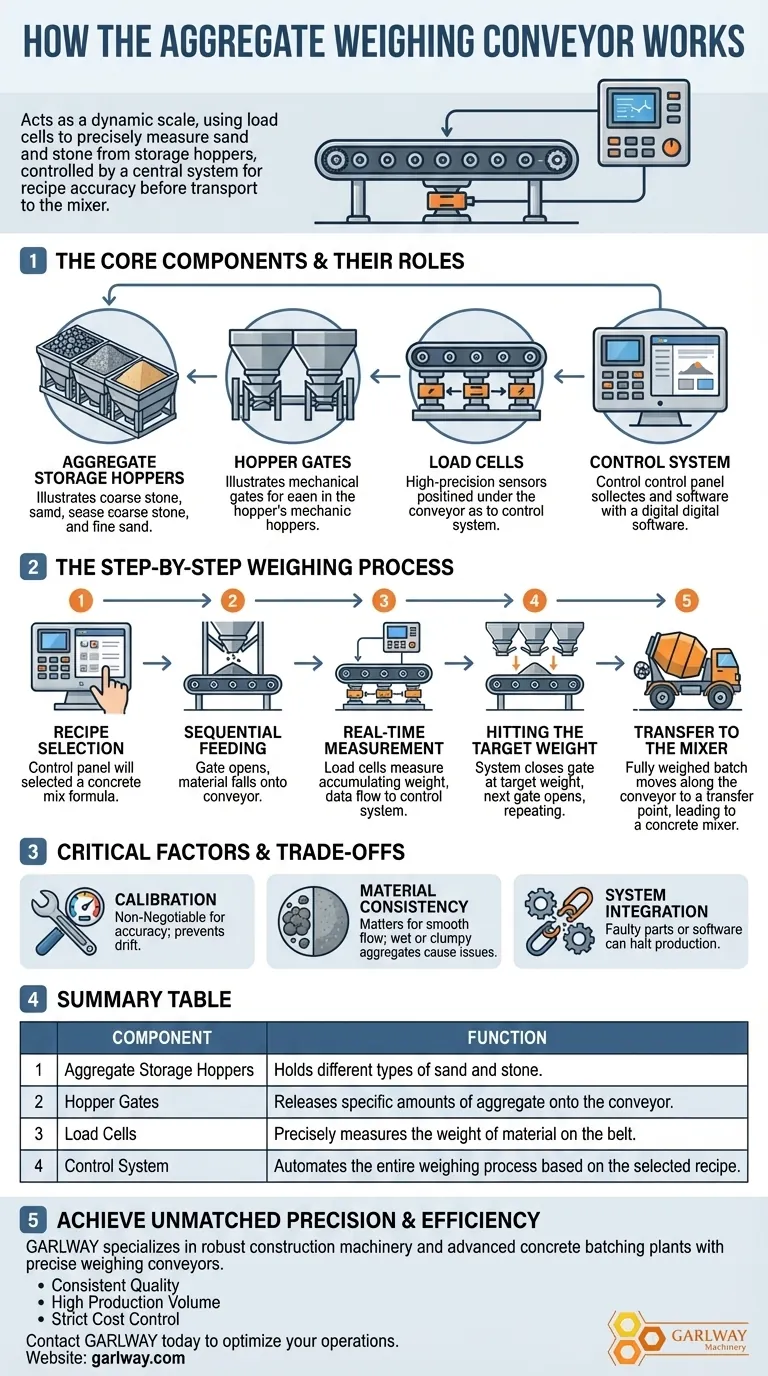
In short, the aggregate weighing conveyor acts as a dynamic scale. It uses integrated sensors called load cells to precisely measure the weight of sand and stone as they are released from storage hoppers. A central control system opens and closes gates under each hopper to feed the exact amount required by the recipe before the conveyor transports the complete batch to the mixer.
The core function of the aggregate weighing conveyor is to transform the bulk, inexact process of material storage into the precise, repeatable science of concrete batching. It is not merely a transport device but the primary instrument for ensuring the structural integrity and cost-effectiveness of the final product.

The Core Components and Their Roles
To understand the process, it's essential to recognize how the individual parts work together. The weighing conveyor is the central hub connecting raw material storage to the mixing process.
Aggregate Storage Hoppers
Storage hoppers, or bins, are the starting point. They hold different types and sizes of aggregates—such as coarse stone and fine sand—in separate compartments, ready to be used.
Hopper Gates
Each hopper compartment has a gate at the bottom controlled by the plant's software. These gates open to release aggregate onto the weighing conveyor and close once the target weight is reached.
Load Cells
Load cells are the most critical component. These are high-precision sensors positioned under the conveyor belt. They continuously measure the weight of the material on the belt and send this data to the control system in real-time.
The Control System
The control panel is the brain of the operation. An operator selects a specific concrete mix recipe, and the software uses the data from the load cells to automatically control the hopper gates, ensuring each aggregate is weighed to exact specifications.
The Step-by-Step Weighing Process
The sequence is a highly controlled and automated cycle designed for speed and accuracy.
1. Recipe Selection
The process begins when a specific concrete mix formula is selected at the control panel. This formula dictates the exact weight required for each type of aggregate.
2. Sequential Feeding
The control system opens the gate for the first aggregate (e.g., coarse gravel). This material falls onto the stationary weighing conveyor.
3. Real-Time Measurement
As the gravel accumulates on the belt, the load cells continuously measure the increasing weight, feeding this information back to the control system.
4. Hitting the Target Weight
The system closes the first hopper gate just as the target weight is achieved. It then immediately opens the gate for the next aggregate (e.g., sand), which is added on top of the first. This process repeats for all aggregates in the recipe.
5. Transfer to the Mixer
Once all aggregates for the batch have been cumulatively weighed on the belt, the weighing conveyor motor activates. It transports the perfectly proportioned dry materials to a separate aggregate transfer conveyor, which then elevates them into the main plant mixer.
Understanding the Trade-offs and Critical Factors
While highly efficient, the accuracy of this system depends on proper maintenance and awareness of its limitations.
Calibration is Non-Negotiable
Load cells must be calibrated regularly to ensure their accuracy. Temperature changes, vibration, and general wear can cause them to drift, leading to incorrect batching and compromised concrete quality.
Material Consistency Matters
The system assumes a consistent flow of material. Wet, clumpy, or frozen aggregates can stick inside the hoppers or clog the gates, disrupting the feed and leading to inaccurate measurements.
System Integration
The weighing conveyor is part of a larger, interconnected system. A mechanical failure in a hopper gate, a faulty load cell, or a software glitch can bring the entire production process to a halt.
Making the Right Choice for Your Operation
Optimizing the aggregate weighing system directly impacts your final product and operational efficiency.
- If your primary focus is consistent concrete quality: Prioritize a rigorous and frequent calibration schedule for your load cells, as this is the foundation of recipe accuracy.
- If your primary focus is high production volume: Ensure the conveyor's motor, reducers, and belt capacity are engineered to handle your plant's maximum output without creating a bottleneck.
- If your primary focus is cost control: Rely on the precision of the automated control system to eliminate material overage, ensuring every batch uses the exact amount of aggregate required and no more.
Ultimately, a well-maintained aggregate weighing conveyor is the cornerstone of efficient, cost-effective, and high-quality concrete production.
Summary Table:
| Component | Function |
|---|---|
| Aggregate Storage Hoppers | Holds different types of sand and stone. |
| Hopper Gates | Releases specific amounts of aggregate onto the conveyor. |
| Load Cells | Precisely measures the weight of material on the belt. |
| Control System | Automates the entire weighing process based on the selected recipe. |
Achieve Unmatched Precision and Efficiency in Your Concrete Production
A reliable aggregate weighing system is the foundation of high-quality, cost-effective concrete. GARLWAY specializes in engineering robust construction machinery, including advanced concrete batching plants with precise weighing conveyors, for construction companies and contractors globally.
Let us help you build with confidence. Our experts can provide a solution tailored to your specific needs for consistent quality, high volume, or strict cost control.
Contact GARLWAY today to discuss how our winches, concrete mixers, and batching plants can optimize your operations.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS90 Large Multiquip Concrete Mixers for Construction
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
People Also Ask
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
- How does ready-mix work? A Guide to Efficient, High-Quality Concrete Delivery
- Why is the control of lighting important in the electrical system of a concrete mixing plant?
- What is a ready mix concrete batching plant? The Engine of Modern Construction
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects












