In a modern concrete batch plant, each weighed material is transported using a method specifically suited to its physical properties. Aggregates are moved by belt conveyors, powders like cement are transferred via enclosed screw conveyors, and liquids such as water and admixtures are handled by dedicated pumping systems. This specialized approach is fundamental to the plant's speed, accuracy, and efficiency.
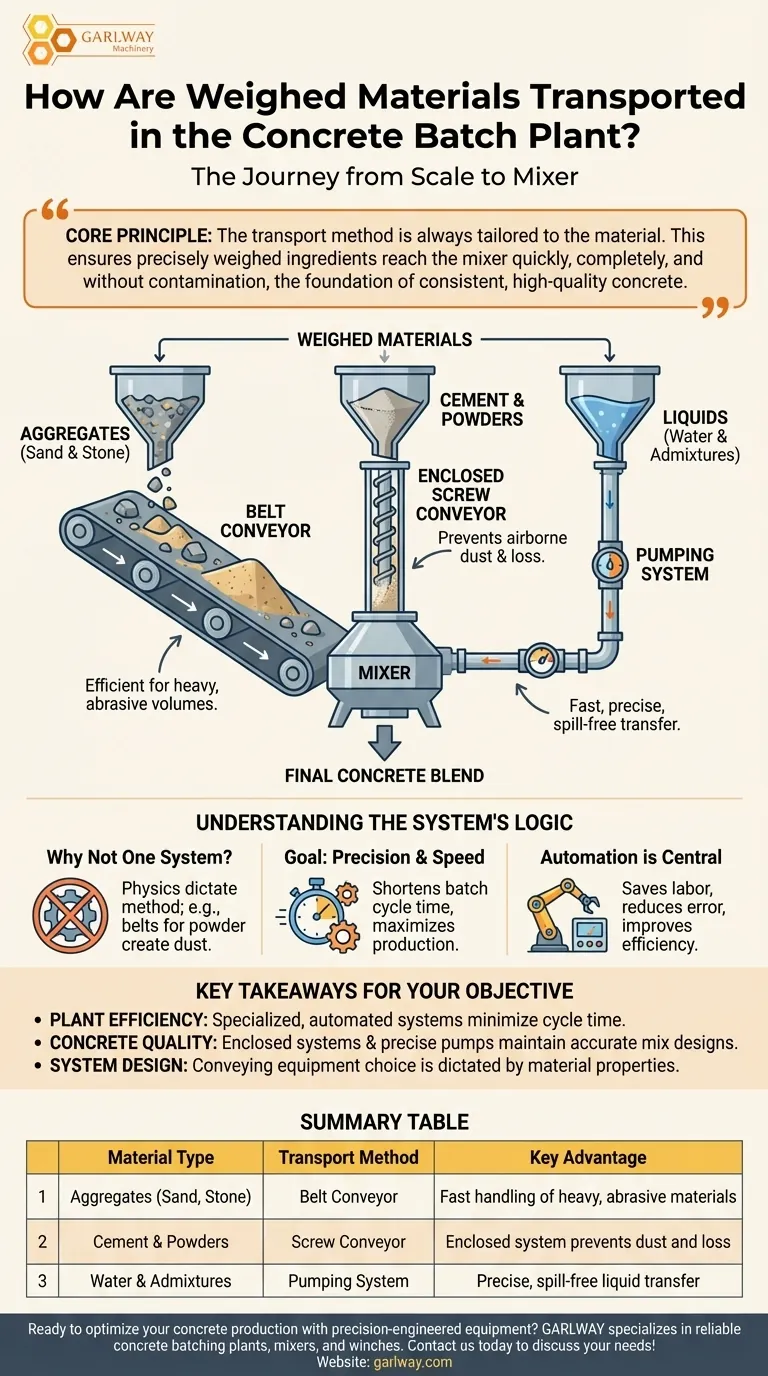
The core principle is simple: the transport method is always tailored to the material. This ensures that the precisely weighed ingredients reach the mixer quickly, completely, and without contamination, which is the foundation of consistent, high-quality concrete.

The Journey from Scale to Mixer
A concrete batch plant operates like a high-precision assembly line. After raw materials are loaded into their respective storage bins and silos, the automated control system takes over. The transport of weighed materials is the critical step that connects the precision of the weighing system to the final blending in the mixer.
Aggregates (Sand & Stone): The Belt Conveyor
Once the correct weight of sand and stone is released from storage into a weighing hopper, it is discharged onto a belt conveyor. This wide, durable belt is the most efficient way to move large volumes of heavy, abrasive material quickly. The conveyor transports the aggregates, often on an incline, to a central aggregate hopper that feeds the main mixer.
Cement & Powders: The Screw Conveyor
Cement and other fine powders like fly ash require a more contained system. After being weighed, these materials are moved by a screw conveyor. This is essentially a large screw (an auger) rotating inside a closed tube. This enclosed design is critical, as it prevents fine powder from becoming airborne, which would result in material loss, environmental dust, and potential contamination.
Water & Liquid Admixtures: The Pumping System
Liquids are the most straightforward to transport. After the system weighs the required amounts in dedicated metering hoppers, pumps are used to move the water and liquid chemical admixtures. These pumps deliver the liquids directly into the mixer, ensuring a fast and precise transfer with no spillage or loss.
Understanding the System's Logic
The use of different transport systems is not arbitrary; it's a carefully engineered solution designed to overcome specific material handling challenges. The ultimate goals are to protect the integrity of the recipe and maximize the plant's production speed.
Why Not Use One System for Everything?
Each system is specialized for a reason. Using an open belt conveyor for cement would create a massive dust cloud and inaccurate batching. Trying to move coarse aggregates through an enclosed screw conveyor would cause immediate jamming and equipment failure. The physics of the materials dictate the necessary transport method.
The Goal is Precision and Speed
The entire automated weighing and conveying process is designed to be fast. The control system ensures that once a material is weighed, its dedicated transport system moves it to the mixer without delay. This shortens the overall batch cycle time, allowing the plant to produce more concrete and complete construction tasks ahead of schedule.
Automation is Central to Efficiency
These automated conveying systems are key to a plant's productivity. By automatically transporting materials to their prefixed locations, the system saves human labor, reduces the potential for error, and significantly improves the overall working efficiency of the operation.
Key Takeaways for Your Objective
To apply this knowledge effectively, consider your primary goal.
- If your primary focus is plant efficiency: Recognize that specialized, automated transport systems are crucial for minimizing batch cycle time and maximizing output.
- If your primary focus is concrete quality: Understand that enclosed systems for powders and precise pumps for liquids are non-negotiable for maintaining accurate mix designs and preventing contamination.
- If your primary focus is system design: Remember that the choice of conveying equipment is fundamentally dictated by the physical properties of the raw materials being handled.
Understanding this purposeful material flow is the key to appreciating the precision engineering that guarantees consistent, high-quality concrete production.
Summary Table:
| Material Type | Transport Method | Key Advantage |
|---|---|---|
| Aggregates (Sand, Stone) | Belt Conveyor | Fast handling of heavy, abrasive materials |
| Cement & Powders | Screw Conveyor | Enclosed system prevents dust and loss |
| Water & Admixtures | Pumping System | Precise, spill-free liquid transfer |
Ready to optimize your concrete production with precision-engineered equipment? GARLWAY specializes in construction machinery, offering reliable concrete batching plants, mixers, and winches for construction companies and contractors globally. Our tailored solutions ensure maximum efficiency, quality, and speed for your projects. Contact us today to discuss how we can meet your specific needs!
Visual Guide
Related Products
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
People Also Ask
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What is the advantage of a mobile concrete batching plant? Achieve On-Site Production & Total Control
- Why is proper maintenance important for a concrete batch mix plant? Maximize Uptime & Profitability
- How does operator skill level affect concrete batching plant choice? Match Your Team to the Right Machine
- Why buy concrete batch plant parts only from the manufacturer? Protect Your Investment and Maximize Uptime











