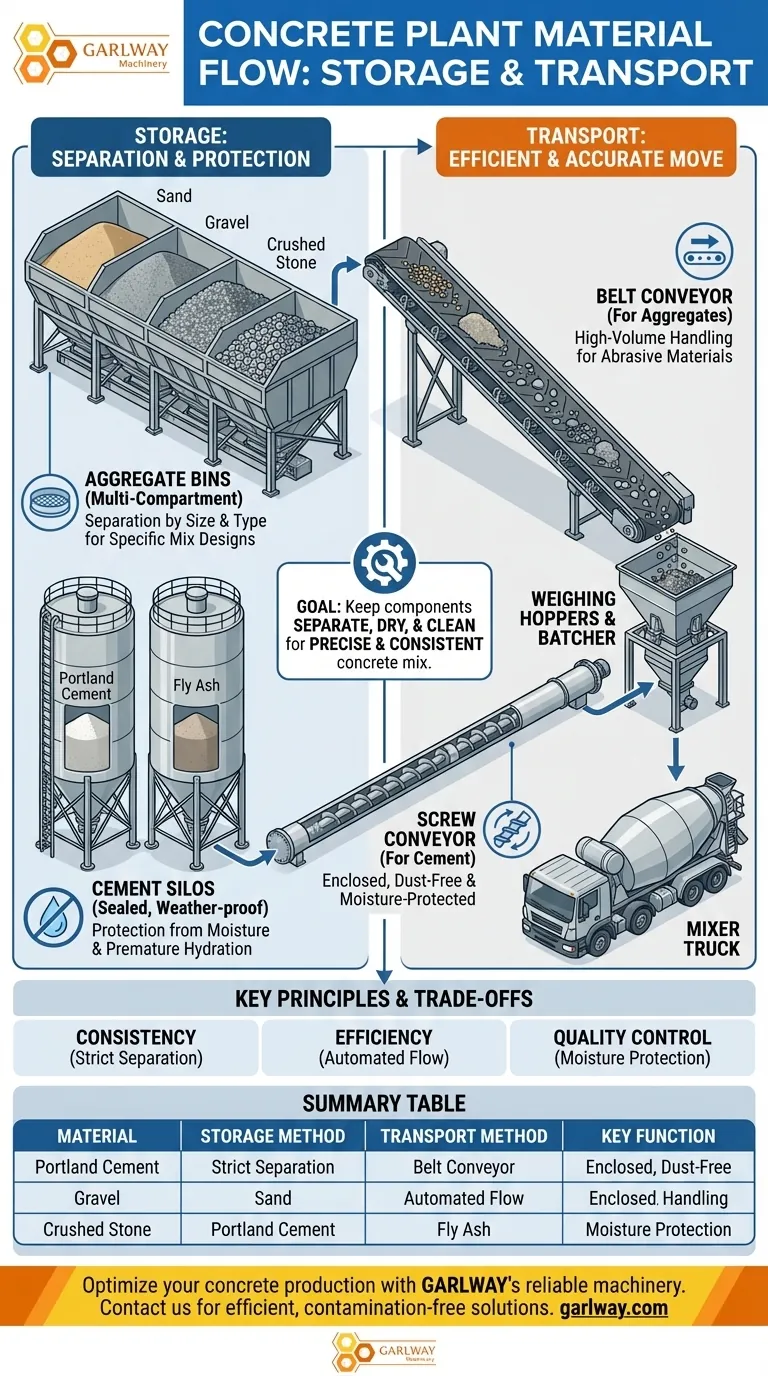
At a concrete plant, materials are systematically separated for storage and then precisely moved to be mixed. Aggregates like sand and gravel are stored in multi-compartment bins, while cement is kept in sealed silos. These materials are then transported using belt conveyors for aggregates and enclosed screw conveyors for cement.
The entire system of storage and transport is engineered for a single purpose: to keep all components separate, dry, and clean until the exact moment they are weighed and combined, ensuring the final concrete mix is precise and consistent.

Material Storage: The Foundation of Quality
The first step in producing quality concrete is the proper storage of its core components. This process is defined by separation and protection.
Aggregate Bins for Separation
Aggregates (sand, gravel, crushed stone) are stored in large aggregate bins. These bins typically have between two and six separate compartments.
Each compartment holds a different type or size of aggregate. This separation is critical for creating a specific concrete mix design, as the ratio of fine to coarse aggregate dictates the strength and workability of the final product.
Cement Silos for Protection
Cementitious materials, primarily Portland cement, are stored in cement silos. These are fully enclosed, weather-proof structures.
The primary function of a silo is to protect the cement powder from moisture. Any contact with water or humidity before mixing will cause the cement to hydrate and harden prematurely, rendering it useless. Most plants have one or two silos, but some may have up to four to hold different types of cement or supplementary materials like fly ash.
Material Transport: The Path to the Mixer
Once stored, materials must be moved efficiently and accurately from their storage locations to be weighed and mixed. Different materials require different transport methods.
Moving Aggregates with Belt Conveyors
The workhorse for moving large volumes of aggregates is the belt conveyor. These wide belts, typically 24 to 48 inches, handle the abrasive nature of sand and stone effectively.
Belt conveyors are used to move aggregates from ground-level hoppers up into the elevated storage bins. They are also used to transfer the weighed aggregates from the batcher into the charge chute that feeds the mixer truck.
Handling Cement with Screw Conveyors
Cement requires a more delicate and contained transport method. For this, plants use screw conveyors, also known as augers.
A screw conveyor is a large screw rotating inside a tube. This enclosed system moves the cement powder from the bottom of the silo to a powder weighing hopper. The enclosed design is crucial for preventing cement dust from escaping into the air and, more importantly, protecting it from outside moisture.
Understanding the Trade-offs
While this system is highly efficient, it operates on a series of engineering trade-offs that are important to understand.
Open vs. Enclosed Conveying
Belt conveyors are simple and effective for high-volume aggregate transport, but they are open to the elements. Screw conveyors are ideal for protecting sensitive powders like cement, but they are not suitable for moving coarse, abrasive aggregates.
System Complexity and Maintenance
The combination of different storage and transport systems adds complexity to the plant. Conveyor belts, motors, and augers are points of mechanical wear and require consistent maintenance to prevent breakdowns that can halt all production.
Risk of Contamination
The entire system relies on keeping materials separate until they are batched. A damaged divider in an aggregate bin or a failure to clear a conveyor line between different mix designs can lead to cross-contamination, compromising the integrity of the concrete.
Key Principles of Plant Material Flow
To apply this understanding, consider the goal of the operation.
- If your primary focus is consistency: The strict separation of materials in dedicated bins and moisture-proof silos is the most critical design feature.
- If your primary focus is efficiency: The automated flow from storage to batcher via specialized belt and screw conveyors is what enables high-speed, repeatable production.
- If your primary focus is quality control: The use of enclosed screw conveyors for cement is paramount, as protecting it from premature hydration is non-negotiable.
This systematic approach to storing and transporting materials is what allows a concrete plant to turn simple raw ingredients into a precise, high-performance building material.
Summary Table:
| Material | Storage Method | Transport Method | Key Function |
|---|---|---|---|
| Aggregates (Sand, Gravel) | Multi-compartment Bins | Belt Conveyors | Separation by size/type; High-volume handling |
| Cement | Sealed, Weather-proof Silos | Enclosed Screw Conveyors | Protection from moisture; Dust-free transport |
Optimize your concrete production with GARLWAY's reliable machinery.
As a specialist in construction machinery, GARLWAY provides robust solutions—including concrete batching plants, mixers, and material handling systems—that ensure efficient, contamination-free material flow for construction companies and contractors worldwide. Our equipment is engineered for the precise storage and transport of aggregates and cement, guaranteeing consistent, high-quality concrete batch after batch.
Contact our experts today to discuss how we can enhance your plant's efficiency and output.
Visual Guide
Related Products
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
People Also Ask
- What are the main causes of shaft end leakage in mixing stations? Prevent Costly Downtime & Repairs
- Why is RMC plant important? The Key to Speed, Quality, and Efficiency in Modern Construction
- What is a ready mix concrete batching plant? The Engine of Modern Construction
- What are the main types of concrete mixing stations? Single-Unit vs. Mobile Plants Explained
- What are the components of a ready mix concrete plant? A Guide to Precision and Efficiency



















