At their core, industrial mixers are indispensable in mining because they are the engines of chemical and physical transformation. They ensure valuable minerals are efficiently extracted from ore, toxic waste is safely neutralized, and materials are kept in a uniform state for consistent processing.
The importance of a mixer goes far beyond simple blending. In mining, it is a critical piece of process equipment that directly governs a plant's recovery rates, environmental compliance, and operational uptime.

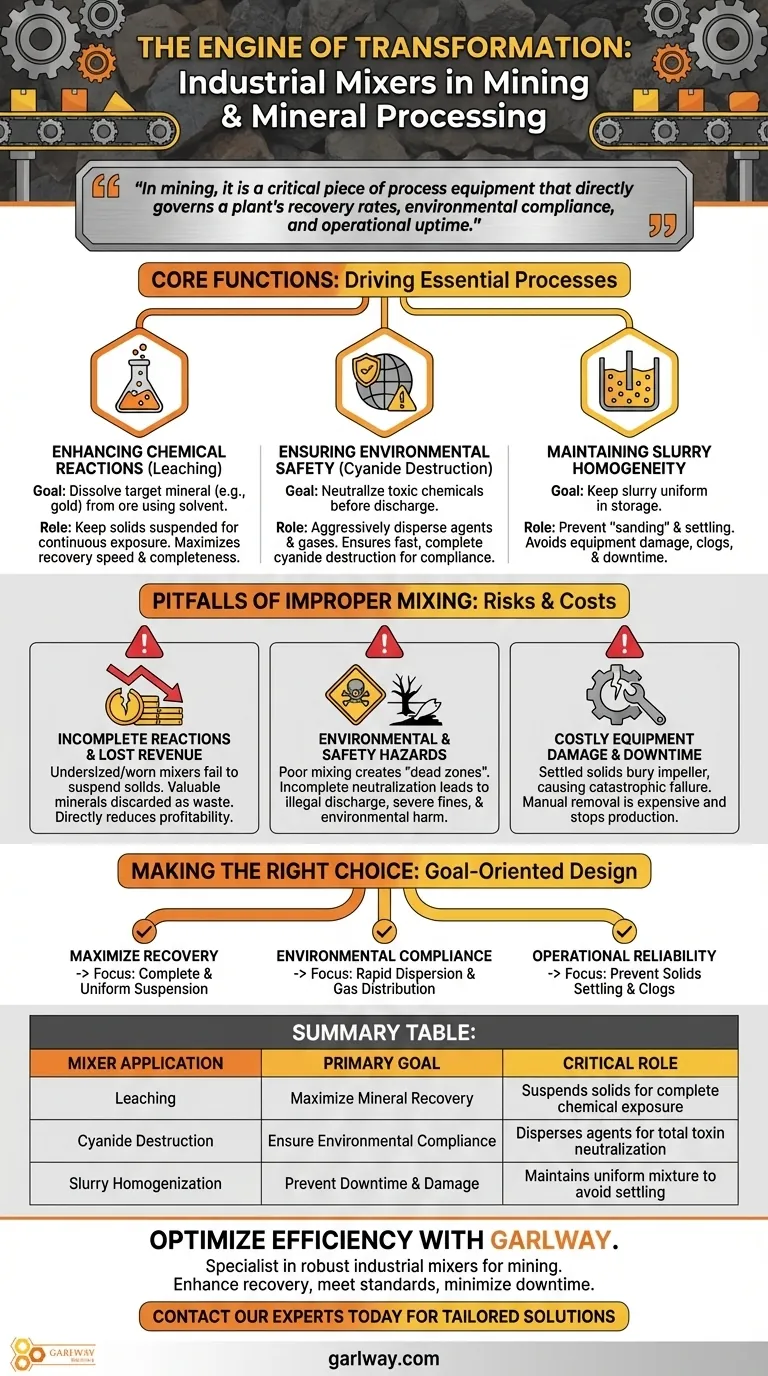
The Core Functions of Mixers in Mineral Processing
An industrial mixer's role is not passive; it actively drives the essential processes that make a modern mining operation viable. Each application leverages the mixer's ability to control the interaction between solids, liquids, and gases.
Enhancing Chemical Reactions (Leaching)
In processes like gold leaching, the goal is to dissolve the target mineral from the solid ore using a chemical solvent, such as a cyanide solution.
For this reaction to be efficient, the solid ore particles must remain suspended and continuously exposed to the chemical agent. A properly designed mixer creates the necessary flow to keep solids off the tank bottom, maximizing surface area contact and dramatically increasing the speed and completeness of the mineral recovery.
Ensuring Environmental Safety (Cyanide Destruction)
The same chemicals used for leaching, like cyanide, are highly toxic and must be neutralized before water can be safely discharged. This is a regulated and critical environmental step.
Mixers are used to aggressively disperse neutralizing agents and gases (like air or oxygen) throughout the slurry. This ensures the chemical reaction that destroys the cyanide is fast and complete, preventing accidental environmental contamination and ensuring compliance with strict regulations.
Maintaining Slurry Homogeneity
Throughout the mineral processing circuit, ore is transported as a slurry—a mixture of fine solid particles and water.
In storage or surge tanks, these solids will naturally settle and form a dense, immovable mass at the bottom. Mixers are essential for keeping the slurry uniform, preventing this costly "sanding" which can damage equipment, clog pipelines, and cause significant operational downtime.
Understanding the Pitfalls of Improper Mixing
Selecting and operating the wrong mixer, or failing to maintain it, carries significant financial and safety risks. The consequences of poor mixing are felt directly on the operation's bottom line.
Incomplete Reactions and Lost Revenue
If a mixer is undersized or its impellers are worn, it cannot keep heavier solids suspended. This leads to incomplete leaching, meaning valuable minerals are not dissolved and are discarded as waste. This directly reduces the mine's overall recovery rate and profitability.
Environmental and Safety Hazards
In cyanide destruction, poor mixing can create "dead zones" in a tank where the neutralizing agents don't reach. This results in an incomplete reaction and the illegal discharge of toxic materials, leading to severe fines, reputational damage, and environmental harm.
Costly Equipment Damage and Downtime
When solids settle in a tank, they can bury the mixer's impeller, causing extreme torque on the motor and gearbox upon startup, leading to catastrophic failure. Furthermore, settled solids must be manually removed, a process that is expensive, time-consuming, and shuts down the entire processing line.
Making the Right Choice for Your Goal
The specific design of a mixing system is dictated by the primary goal of the application.
- If your primary focus is maximizing mineral recovery: The key is achieving complete and uniform suspension of solids to ensure every valuable particle is exposed to the leaching agent.
- If your primary focus is environmental compliance: You need rapid dispersion and gas distribution to guarantee the fast and total destruction of toxic substances within the required time.
- If your primary focus is operational reliability: The mixer must generate enough flow to prevent any solids from settling in storage tanks, avoiding equipment damage and process interruptions.
Ultimately, effective industrial mixing is the unseen force that transforms raw ore into a valuable product safely, efficiently, and responsibly.
Summary Table:
| Mixer Application | Primary Goal | Critical Role |
|---|---|---|
| Leaching | Maximize Mineral Recovery | Suspends solids for complete chemical exposure |
| Cyanide Destruction | Ensure Environmental Compliance | Disperses agents for total toxin neutralization |
| Slurry Homogenization | Prevent Downtime & Damage | Maintains uniform mixture to avoid settling |
Optimize your mining and mineral processing efficiency with GARLWAY.
As a specialist in robust construction machinery, GARLWAY provides industrial mixers and concrete batching plants designed for the demanding conditions of mining. Our equipment helps construction companies and contractors globally enhance recovery rates, meet environmental standards, and minimize operational downtime.
Contact our experts today to discuss a mixing solution tailored to your specific processing goals.
Visual Guide
Related Products
- JZC1000 Industrial Concrete Mixer Machine Cement Mixer Price
- Commercial Construction Mixer Machine for Soil Cement Mixing Concrete
- Mini Cement Mortar Mixer Truck for Construction
- JDY350 Electric Hydraulic Mortar Mud Concrete Mixer
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
People Also Ask
- How are industrial mixers used in the pulp and paper industry? Ensure Consistent, High-Quality Pulp
- What types of materials can be processed in these mixers? Match Your Material to the Perfect Mixer
- What are the different types of concrete mixer machines available? Choose the Right Mixer for Your Project
- How does a concrete mixer machine work? Master the Process for Strong, Uniform Concrete
- What are the basic components of a concrete mixer machine? A Guide to Core Parts & Functions



















