For commercial applications, a concrete mixing station is not a single piece of equipment but a cohesive system of medium to large-scale machinery. These plants are defined by a high degree of intelligent automation, combining systems for storage, conveyance, weighing, and mixing into a single, efficient production line.
A commercial concrete mixing station is best understood as an integrated system, where the true productivity depends less on any single component and more on how effectively the storage, batching, mixing, and control systems work together.

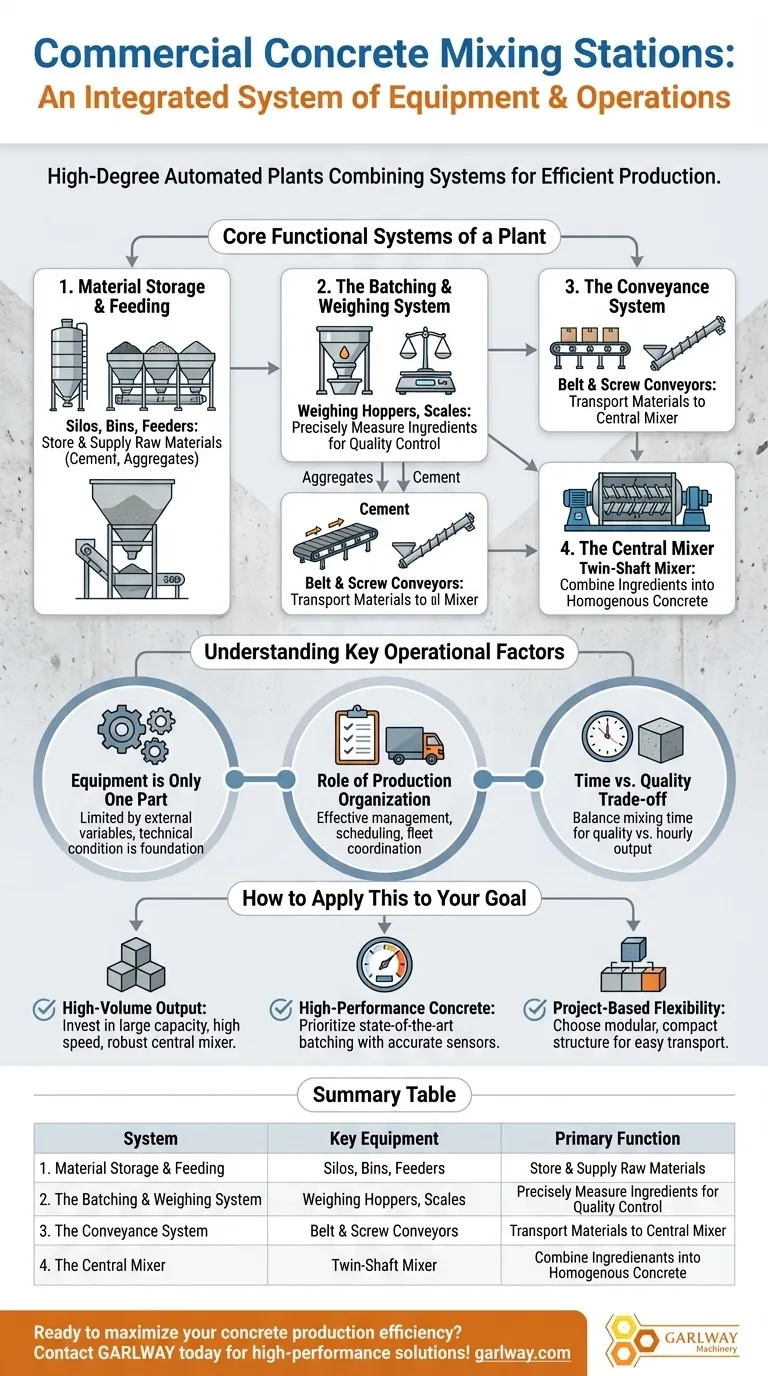
The Core Functional Systems of a Plant
A modern concrete plant is designed for precision, speed, and reliability. The equipment can be broken down into four primary functional systems that work in sequence, all managed by a central control unit.
1. Material Storage & Feeding
Before any concrete can be made, raw materials must be stored and ready for use. This involves large-capacity silos for cementitious materials (cement, fly ash) and partitioned bins for various aggregates (sand, gravel).
Feeders are the mechanism that moves these materials from storage into the production process, ensuring a consistent and controlled flow.
2. The Batching & Weighing System
This is arguably the most critical system for ensuring concrete quality. It consists of a series of weighing hoppers and highly accurate scales.
Each component—aggregates, cement, water, and admixtures—is precisely measured according to the specific mix design loaded into the control system. The accuracy of this "batching" process directly determines the strength and performance of the final concrete.
3. The Conveyance System
Once weighed, the materials must be transported to the central mixer. This is typically handled by two types of equipment.
Belt conveyors are used to efficiently move the weighed aggregates up to the mixer. Screw conveyors are used to transfer fine powders like cement from their weighing hoppers, preventing dust and material loss.
4. The Central Mixer
This is the heart of the plant where the individual components are combined into homogenous concrete. In commercial plants, this is typically a large, robust twin-shaft mixer capable of handling large volumes quickly and efficiently.
The mixing time is carefully controlled by the central system to ensure all ingredients are thoroughly blended without over-mixing.
Understanding the Key Operational Factors
Simply having the right equipment is not a guarantee of high productivity. The entire operation is a system where efficiency can be gained or lost based on several interconnected factors.
Equipment is Only One Part of the Equation
The technical condition of your machinery is the foundation, but its output is directly limited by external variables. A high-capacity mixer is useless if raw materials are not supplied on time or if transport vehicles aren't ready.
The Role of Production Organization
Effective management is a force multiplier for equipment. This includes efficient scheduling of raw material deliveries, coordinating the fleet of concrete transport trucks, and streamlining the workflow to minimize idle time for the plant.
The Trade-off Between Time and Quality
The core tension in production is balancing mixing time against the time utilization coefficient. A longer mix time can improve concrete quality and consistency but reduces the plant's overall hourly output. The automated control system must be calibrated to find the optimal balance for each specific mix design.
How to Apply This to Your Goal
Your equipment focus should align directly with your primary business objective.
- If your primary focus is high-volume output: Invest in large-capacity storage, high-speed conveyors, and a robust central mixer to maximize cubic meters produced per hour.
- If your primary focus is specialized, high-performance concrete: Prioritize a state-of-the-art batching and weighing system with highly accurate sensors and a sophisticated control system to guarantee mix design precision.
- If your primary focus is project-based flexibility: Choose a plant with a modular, compact structure specifically designed for ease of disassembly, transportation, and re-assembly at different job sites.
Ultimately, viewing the mixing station as an interconnected system, rather than a collection of parts, is the key to maximizing its performance.
Summary Table:
| System | Key Equipment | Primary Function |
|---|---|---|
| Material Storage & Feeding | Silos, Bins, Feeders | Store and supply raw materials (cement, aggregates) |
| Batching & Weighing | Weighing Hoppers, Scales | Precisely measure ingredients for quality control |
| Conveyance | Belt Conveyors, Screw Conveyors | Transport materials to the central mixer |
| Central Mixing | Twin-Shaft Mixer | Combine ingredients into homogenous concrete |
Ready to maximize your concrete production efficiency? At GARLWAY, we specialize in designing and supplying high-performance construction machinery, including robust concrete batching plants, mixers, and winches tailored for construction companies and contractors worldwide. Our integrated systems ensure precision, reliability, and scalability for your projects. Contact us today to discuss your specific needs and get a customized solution!
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
People Also Ask
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project
- What is a ready mix concrete batching plant? The Engine of Modern Construction
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality



















