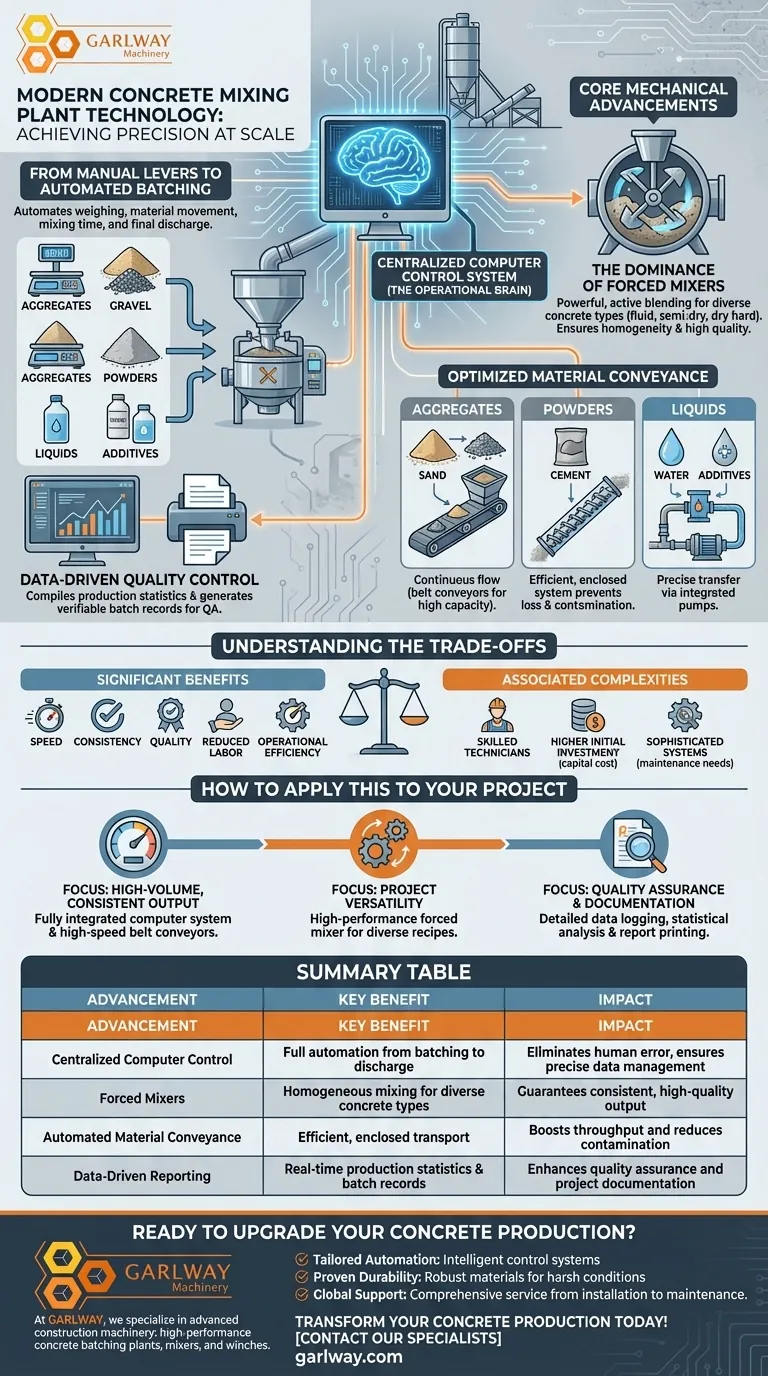
The most significant technological advancement in modern concrete mixing plants is the integration of centralized computer control systems. These systems act as the operational brain, fully automating the entire production cycle from weighing raw materials to discharging the final mixed concrete, while also providing critical data management capabilities.
The core shift is from manual, labor-intensive processes prone to human error to a highly precise, automated, and data-driven manufacturing system. This evolution enhances not just speed, but more importantly, the consistency and quality of the final product.

The Brain of the Operation: Centralized Computer Control
Modern plants are defined by their intelligent control systems. This technology replaces manual guesswork and mechanical levers with digital precision, fundamentally changing how concrete is produced.
From Manual Levers to Automated Batching
The computer system governs the entire sequence of operations. It automates the precise weighing (batching) of aggregates, powders, and liquids, controls their movement into the mixer, manages the mixing time, and handles the final discharge.
Data-Driven Quality Control
Beyond simple automation, these systems provide invaluable data management. They can compile production statistics and generate detailed reports, creating a verifiable record of every batch produced. This is critical for quality assurance and project documentation.
Core Mechanical Advancements
While the computer is the brain, the mechanical systems are the heart of the plant. Modern advancements focus on efficiency, reliability, and versatility in how materials are mixed and moved.
The Dominance of Forced Mixing
Modern plants almost exclusively use forced mixers. Unlike older self-falling mixers, forced mixers use paddles or blades to actively and powerfully blend materials.
This method is the industry standard because it can reliably produce a wide range of concrete types, including fluid, semi-dry, and dry hard mixes, ensuring a homogenous and high-quality product every time.
Optimized Material Conveyance
Efficiently moving materials is critical to plant throughput. Modern systems are specialized for each material type.
- Aggregate Conveyance: Hoppers and bucket elevators are common, but belt conveyors are often used for higher-capacity operations, providing a continuous and rapid flow of sand and gravel.
- Powder Conveyance: Cement and other powders are typically moved using a screw conveyor, an efficient and enclosed system that prevents material loss and contamination.
- Liquid Conveyance: Water and chemical additives are precisely transferred using dedicated pumps that are fully integrated into the automated batching system.
Understanding the Trade-offs
While modern advancements offer significant benefits, it's important to recognize the associated complexities.
Increased System Complexity
Fully automated plants are sophisticated systems. They require skilled technicians for maintenance and troubleshooting, as a software glitch or sensor failure can halt the entire operation.
Higher Initial Investment
The precision sensors, powerful motors, and complex computer control systems that define a modern plant represent a significant upfront capital cost compared to older, simpler designs. The return on this investment comes from long-term operational efficiency, reduced labor costs, and superior product quality.
How to Apply This to Your Project
Your choice of plant technology should be driven by your specific operational goals.
- If your primary focus is high-volume, consistent output: Prioritize a plant with a fully integrated computer system and high-speed belt conveyors for aggregates.
- If your primary focus is project versatility: Ensure the plant is equipped with a high-performance forced mixer capable of handling diverse and complex concrete recipes.
- If your primary focus is quality assurance and documentation: The control system's ability to provide detailed data logging, statistical analysis, and report printing is non-negotiable.
Ultimately, modern concrete plant technology is about achieving repeatable precision at scale.
Summary Table:
| Advancement | Key Benefit | Impact |
|---|---|---|
| Centralized Computer Control | Full automation from batching to discharge | Eliminates human error, ensures precise data management |
| Forced Mixers | Homogeneous mixing for diverse concrete types | Guarantees consistent, high-quality output |
| Automated Material Conveyance | Efficient, enclosed transport of aggregates, powders, and liquids | Boosts throughput and reduces contamination |
| Data-Driven Reporting | Real-time production statistics and batch records | Enhances quality assurance and project documentation |
Ready to upgrade your concrete production with cutting-edge technology?
At GARLWAY, we specialize in designing and manufacturing advanced construction machinery, including high-performance concrete batching plants, mixers, and winches. Our solutions are engineered for construction companies and contractors worldwide who demand precision, reliability, and scalability.
Why choose GARLWAY?
- Tailored Automation: Our plants feature intelligent control systems that automate every step, reducing labor costs and minimizing errors.
- Proven Durability: Built with robust materials to withstand harsh site conditions, ensuring long-term operation.
- Global Support: From installation to maintenance, our expert team provides comprehensive service to keep your projects on track.
Transform your concrete production today—contact our specialists for a customized solution that meets your volume, versatility, and quality needs!
Visual Guide
Related Products
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
People Also Ask
- What are the different types of mixers used in concrete plants? Choose the Right Mixer for Your Project
- What are the two broad types of concrete mixers? Choose the Right Mixer for Your Project
- How should contractors choose the type of concrete mixer for a project? Match Mixer to Job for Optimal Quality & Efficiency
- What factors should be considered when choosing between volumetric and traditional mixers? Optimize Your Concrete Project Strategy
- What is the difference between pan and planetary mixers? Choose the Right Mixer for Your Concrete Project



















