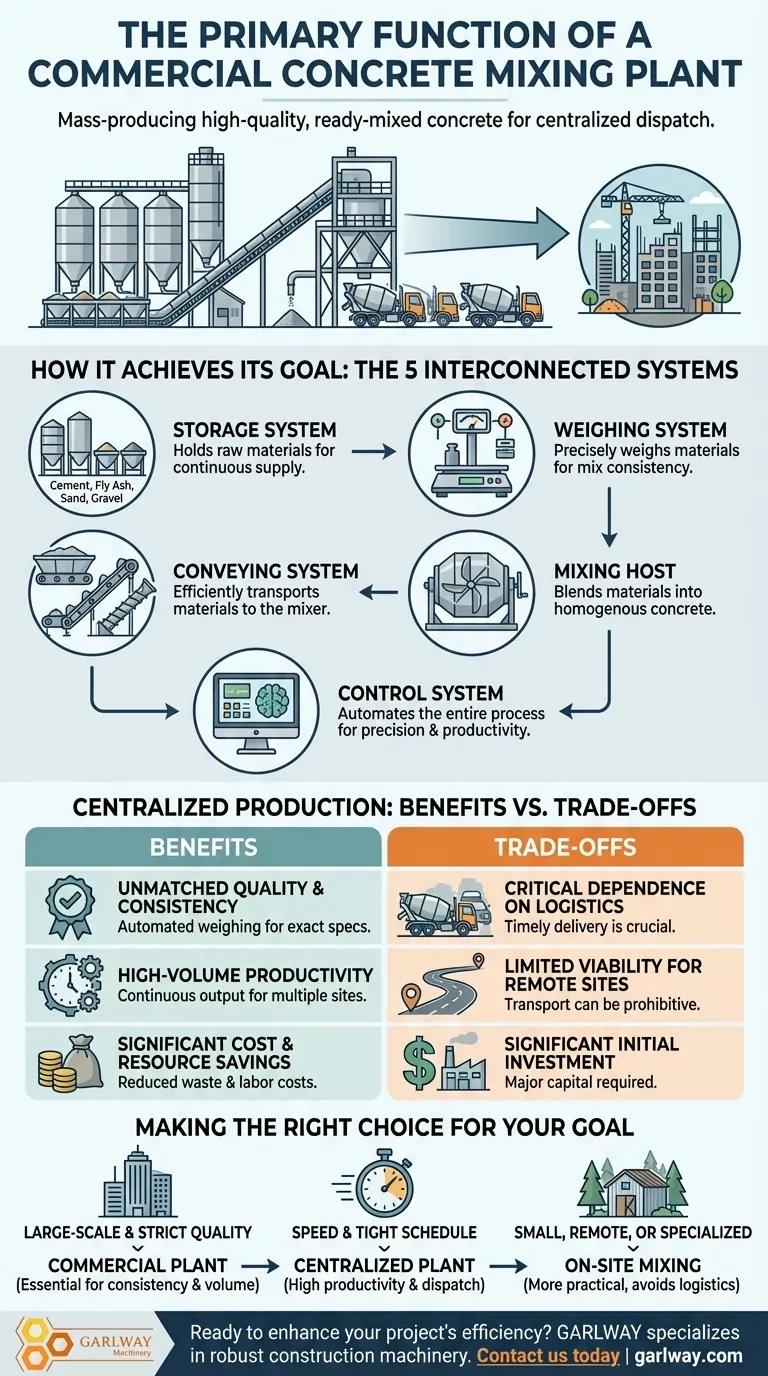
At its core, a commercial concrete mixing plant's primary function is to mass-produce high-quality, ready-mixed concrete in a centralized location. It then dispatches this concrete to various construction sites using a fleet of specialized mixer trucks, ensuring consistency and efficiency that is impossible to replicate with on-site mixing methods.
A concrete mixing plant is more than just a mixer; it is an industrial production facility designed to transform raw materials into a precisely engineered construction product, guaranteeing quality control and high-volume output for modern building projects.

How a Concrete Mixing Plant Achieves its Goal
A commercial concrete plant operates as a highly integrated system. Its high degree of mechanization and automation is what allows it to produce a consistent product at scale. It is primarily composed of five interconnected systems working in unison.
### The Material Storage System
This is the starting point where all raw materials are held. It includes silos for cement and fly ash, and bins for aggregates like sand and gravel, ensuring a ready supply for continuous production.
### The Material Weighing System
This is arguably the most critical system for quality control. It uses precise scales and sensors to accurately weigh each raw material—cement, aggregates, water, and additives—according to a specific mix design before it enters the mixer.
### The Material Conveying System
This system acts as the plant's logistical backbone. It uses a network of conveyor belts and screw conveyors to efficiently transport the weighed materials from their storage points to the central mixing host.
### The Mixing Host
This is the heart of the plant where the actual mixing occurs. The accurately weighed raw materials are combined and blended in a large, powerful industrial mixer until they form homogenous, ready-to-use concrete.
### The Control System
This is the brain of the operation. Modern plants use a computerized control system to automate the entire process, from weighing and conveying to mixing and dispatching. This intelligent automation guarantees precision, high productivity, and minimal human error.
The Purpose of Centralized Production
The shift from manual on-site mixing to centralized plants was driven by the need for better quality, speed, and efficiency in the construction industry. The benefits of this model are clear and significant.
### Unmatched Quality and Consistency
By automating the weighing and mixing process, commercial plants eliminate the guesswork and variability of manual methods. This ensures that every batch of concrete meets the exact strength and performance specifications required for a project.
### High-Volume Productivity
Commercial plants are designed for continuous, large-scale output. They can produce a steady stream of concrete, allowing multiple construction sites to be serviced simultaneously and helping projects stay on demanding schedules.
### Significant Cost and Resource Savings
Centralized production reduces waste by optimizing the use of materials, particularly cement. It also lowers labor costs and increases the overall speed of construction, leading to significant economic advantages on large projects.
Understanding the Trade-offs
While highly efficient, the centralized model is not without its operational challenges and limitations. Understanding these trade-offs is key to managing logistics effectively.
### Critical Dependence on Logistics
The entire system hinges on the timely delivery of concrete via mixer trucks. Traffic delays, vehicle breakdowns, or poor scheduling can cause the ready-mixed concrete to begin setting in the truck, rendering it unusable.
### Limited Viability for Remote Sites
For projects in very remote or inaccessible locations, the cost and logistical complexity of transporting ready-mixed concrete can be prohibitive. The travel time may exceed the concrete's workable life.
### Significant Initial Investment
While these plants offer long-term efficiency, they represent a major capital investment. The cost of land, equipment, and setup means they are best suited for areas with consistent, high-volume demand for concrete.
Making the Right Choice for Your Goal
The decision to use ready-mixed concrete from a commercial plant versus other methods depends entirely on the scale, location, and requirements of your project.
- If your primary focus is a large-scale project with strict quality standards: A commercial plant is the only viable option to ensure consistent, high-strength concrete at the required volume.
- If your primary focus is speed and meeting a tight construction schedule: The high-productivity and dispatch model of a centralized plant is essential for keeping your project on track.
- If your primary focus is a small, remote, or highly specialized application: On-site or small-batch mixing may be more practical and cost-effective, avoiding the logistical constraints of ready-mix delivery.
Ultimately, understanding the function of a commercial mixing plant is to understand a cornerstone of modern construction efficiency.
Summary Table:
| System | Primary Function |
|---|---|
| Material Storage | Holds raw materials (cement, aggregates) for continuous supply. |
| Material Weighing | Precisely weighs materials for consistent mix quality. |
| Material Conveying | Transports materials to the mixer efficiently. |
| Mixing Host | Blends materials into homogenous, ready-to-use concrete. |
| Control System | Automates the entire process for precision and productivity. |
Ready to enhance your construction project's efficiency and quality?
GARLWAY specializes in providing robust and reliable construction machinery, including concrete batching plants, concrete mixers, and winches, designed for construction companies and contractors globally. Our solutions are engineered to deliver the high-volume, consistent output your large-scale projects demand.
Contact us today to discuss how our equipment can be the cornerstone of your project's success!
Visual Guide
Related Products
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- Commercial Construction Mixer Machine for Soil Cement Mixing Concrete
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
People Also Ask
- Why is proper maintenance important for a concrete batch mix plant? Maximize Uptime & Profitability
- What are common issues in the aggregate supply system of a concrete mixing plant? Diagnose & Fix Downtime
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
- What are some essential maintenance tips for a concrete batch mix plant? Maximize Uptime and Quality
- What are the two main types of concrete batch mixers? Choose the Right Mixer for Your Project



















