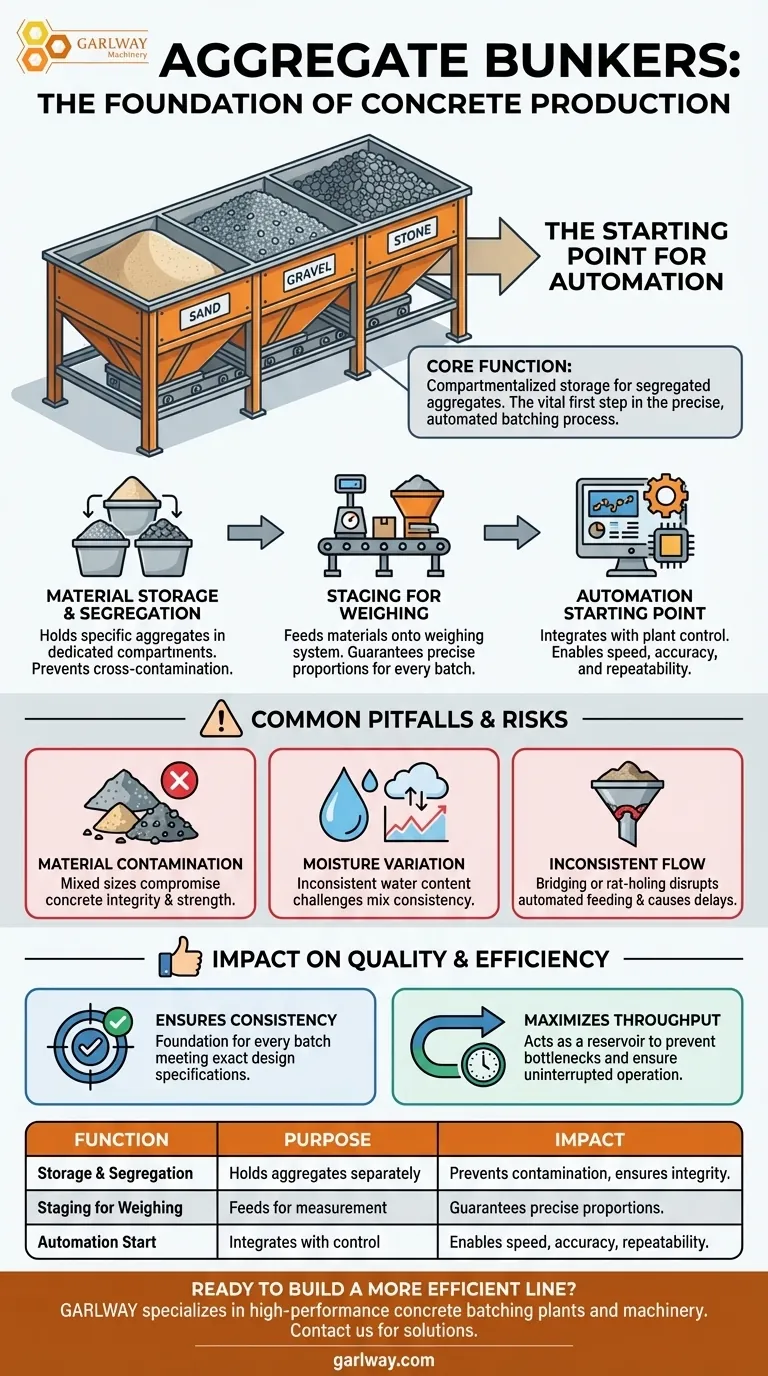
In essence, aggregate bunkers are the starting point for concrete production. They function as large, compartmentalized storage units that hold the different types of sand, gravel, and crushed stone required for a concrete mix. Their primary purpose is to store these materials in a segregated manner before they are precisely weighed and fed into the mixer.
The function of an aggregate bunker goes beyond simple storage. It is the first critical step in the automated batching process, ensuring that a consistent and accurately measured supply of raw materials is available for creating high-quality concrete.

The Role of Bunkers in the Concrete Production Chain
An aggregate bunker, sometimes called an aggregate feeder or hopper, is not an isolated component. It is the initial link in a highly integrated system designed for precision and efficiency.
Material Storage and Segregation
The most fundamental function of the bunkers is to hold bulk aggregates. Critically, they are divided into separate bins or compartments.
Each compartment holds a specific type of aggregate, such as coarse gravel, fine sand, or different-sized stones. This segregation is essential for creating a specific, engineered concrete mix design.
Staging for the Weighing System
Bunkers are positioned to feed materials directly onto a weighing system, typically a weighing conveyor or hopper.
When the control system calls for a batch, gates at the bottom of the appropriate bunkers open, releasing the specified aggregate. This begins the process of measuring the exact weight of each material required for the recipe.
The Starting Point for Automation
The aggregate bunker is where the plant's automated control system takes over.
The plant operator inputs the desired concrete formula into the control system, which then automatically pulls the correct amount of each aggregate from the designated bunker compartments. This ensures speed, accuracy, and repeatability batch after batch.
Common Pitfalls and Operational Considerations
While they seem simple, the management and condition of aggregate bunkers have a direct impact on the final product and plant efficiency. Ignoring them can lead to significant problems.
The Risk of Material Contamination
If the compartments are not properly managed, different sizes of aggregates can mix. This cross-contamination will compromise the integrity of the concrete mix design, potentially affecting its strength and workability.
The Impact of Moisture Content
Aggregates are often exposed to the elements, and their moisture content can vary. Modern batching plants use moisture sensors to adjust the amount of water added to the mix, but inconsistent moisture in the bunkers can still present a challenge for achieving perfect consistency.
Ensuring Consistent Material Flow
Poorly designed bunkers or damp aggregates can lead to "bridging" (where material arches over the outlet) or "rat-holing" (where only the material directly above the outlet flows). This disrupts the automated feeding process, causing delays and inaccurate batches.
How Bunkers Impact Your Concrete Quality
Understanding the role of aggregate bunkers helps you appreciate their impact on your project's final outcome.
- If your primary focus is ensuring mix consistency: Recognize that properly separated and managed aggregates in the bunker are the absolute foundation for every single batch meeting its design specifications.
- If your primary focus is maximizing plant throughput: View the bunkers as the plant's reservoir; keeping them appropriately stocked with the right materials prevents bottlenecks and ensures the automated system can run without interruption.
Ultimately, the humble aggregate bunker is the gatekeeper of quality and efficiency in any concrete batching plant.
Summary Table:
| Function | Purpose | Impact on Production |
|---|---|---|
| Material Storage & Segregation | Holds different aggregates (sand, gravel) in separate bins. | Prevents contamination, ensuring mix design integrity. |
| Staging for Weighing | Feeds materials onto a weighing system for measurement. | Guarantees precise proportions for each batch. |
| Automation Starting Point | Integrates with the plant's control system. | Enables speed, accuracy, and repeatability. |
Ready to build a more efficient and reliable concrete production line?
The aggregate bunker is just the start. GARLWAY specializes in high-performance construction machinery, including robust concrete batching plants, mixers, and winches designed for contractors and construction companies worldwide.
Let us help you ensure every batch meets your highest standards for quality and consistency.
Contact GARLWAY today for a consultation and discover the right equipment solutions for your project needs.
Visual Guide
Related Products
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS25 Best Cement Mixer for Quick Mix Concrete at Bunnings
People Also Ask
- What are the three main components of the aggregate supply system? Master Your Concrete Production Efficiency
- What types of projects are concrete batching plants commonly used for? Essential for Large-Scale Construction
- What is the final process in the concrete batching plant workflow? Delivering Ready-Mix to Your Site
- What are the common types of concrete batching plants? Choose the Right Plant for Your Project
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project








