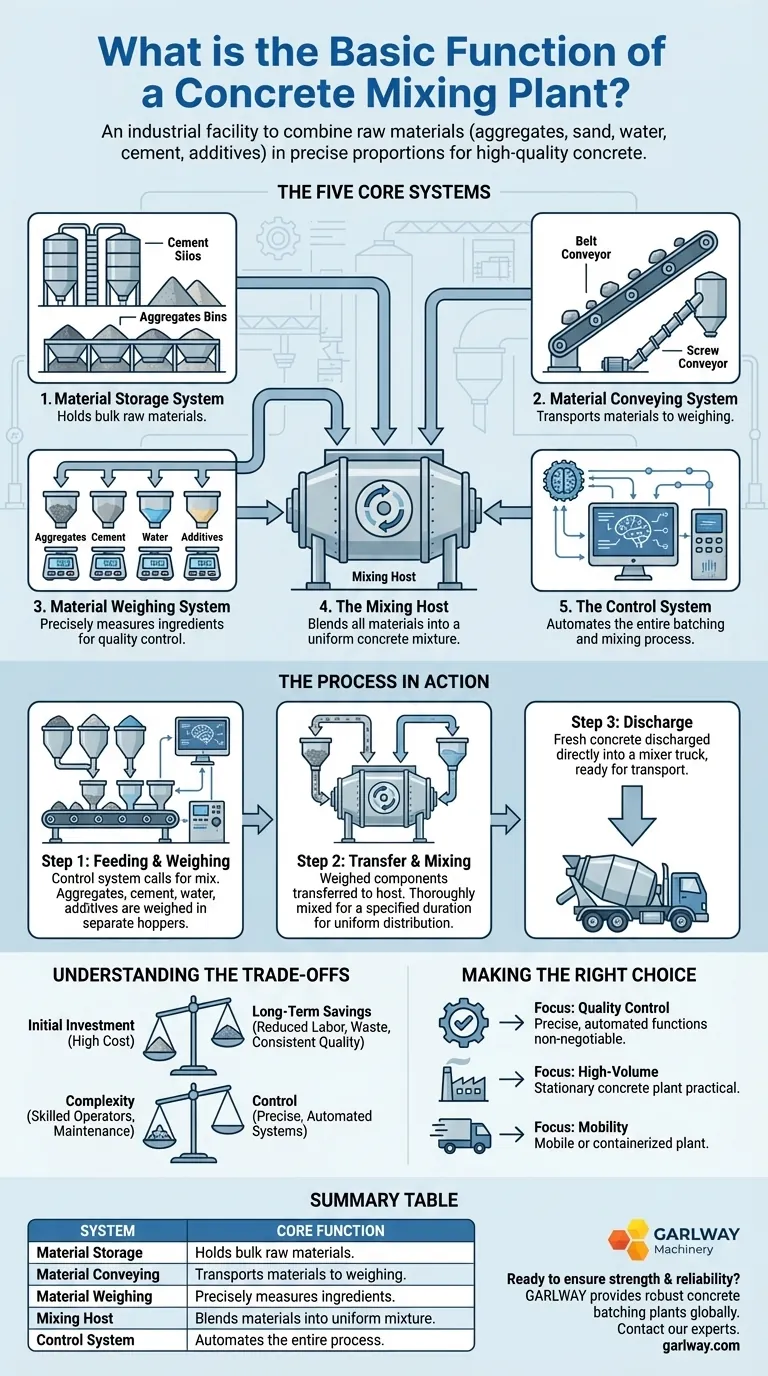
At its most fundamental level, a concrete mixing plant is an industrial facility designed to combine various raw materials—aggregates, sand, water, cement, and additives—in precise proportions. Its purpose is to produce high-quality concrete that consistently meets specific engineering and performance standards.
A concrete plant is not just a mixer; it is an integrated system of storage, conveyance, weighing, and control, engineered to transform raw ingredients into a uniform, high-specification construction material with precision and efficiency.

Deconstructing the Plant: The Five Core Systems
A large-scale concrete plant operates through the seamless integration of five primary systems. Understanding each one is key to understanding the entire process.
1. Material Storage System
This system is the starting point, holding the bulk raw materials. It typically includes silos for cement and bins or stockpiles for various types of aggregates like sand and gravel.
2. Material Conveying System
The conveying system is responsible for moving materials from storage to the weighing system. This is often accomplished using belt conveyors for aggregates and screw conveyors for cement powder.
3. Material Weighing System
This is arguably the most critical system for quality control. It uses a series of high-precision scales to measure the exact weight of each ingredient—aggregates, cement, water, and additives—according to the pre-programmed mix design.
4. The Mixing Host
The mixing host, or main mixer, is the heart of the plant. After being weighed, all materials are discharged into the host, where they are mechanically blended to create a homogenous concrete mixture.
5. The Control System
The control system is the brain of the operation. It is typically a computer-based system that automates the entire process, from weighing and conveying the materials to managing the mixing time and discharging the final product.
The Process in Action
The function of a concrete plant is best understood as a precise, sequential process that guarantees consistency from one batch to the next.
Step 1: Feeding and Weighing
The process begins when the control system calls for a specific mix design. Aggregates are fed from their storage bins onto a weighing belt, while cement, water, and any chemical additives are weighed in separate, dedicated hoppers.
Step 2: Transfer and Mixing
Once the correct proportions of all materials are weighed, they are transferred into the central mixing host. The components are then thoroughly mixed for a specified duration to ensure complete hydration of the cement and uniform distribution of aggregates.
Step 3: Discharge
After mixing is complete, the fresh concrete is discharged from the mixer. It is typically loaded directly into a concrete mixer truck, ready for transport to a construction site.
Understanding the Trade-offs
While highly efficient, a concrete mixing plant represents a significant investment with operational complexities that must be considered.
Initial Investment vs. Long-Term Savings
A modern mixing plant has a high upfront capital cost. However, this is offset by long-term savings from reduced labor, minimized material waste, and the production of consistently high-quality concrete that prevents costly rework.
Complexity vs. Control
The automated systems that provide such precise control also introduce complexity. These plants require skilled operators for management and dedicated maintenance schedules to ensure the weighing and mixing systems remain accurate and reliable.
Making the Right Choice for Your Goal
The decision to use a concrete plant is driven by project requirements for quality, volume, and efficiency.
- If your primary focus is quality control and consistency: The precise, automated weighing and mixing functions of a plant are non-negotiable.
- If your primary focus is high-volume production: A stationary concrete plant is the only practical way to produce the large quantities needed for major infrastructure projects.
- If your primary focus is mobility and project flexibility: A mobile or containerized mixing plant provides excellent quality control directly on varied job sites, reducing transport costs.
Ultimately, a concrete mixing plant replaces manual guesswork with engineering precision, ensuring the foundational material of modern construction is reliable and strong.
Summary Table:
| System | Core Function |
|---|---|
| Material Storage | Holds bulk raw materials like cement and aggregates. |
| Material Conveying | Transports materials from storage to the weighing system. |
| Material Weighing | Precisely measures ingredients for quality control. |
| Mixing Host | Blends all materials into a uniform concrete mixture. |
| Control System | Automates the entire batching and mixing process. |
Ready to ensure the strength and reliability of your construction projects? GARLWAY specializes in providing robust concrete batching plants and mixers for construction companies and contractors globally. Our solutions are engineered for precision, efficiency, and high-volume output. Contact our experts today to discuss how we can support your specific project needs and deliver superior value.
Visual Guide
Related Products
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
People Also Ask
- What are the two broad types of concrete mixers? Choose the Right Mixer for Your Project
- What factors should be considered when choosing between volumetric and traditional mixers? Optimize Your Concrete Project Strategy
- When was the first concrete mixer developed and by whom? Discover the 1900 Breakthrough
- What are the main types of concrete mixers mentioned? Find the Perfect Mixer for Your Project
- What are the different types of mixers used in concrete plants? Choose the Right Mixer for Your Project



















