In simple terms, a concrete plant is a factory designed to produce concrete with precision and consistency. It's an assembly of equipment that combines specific amounts of raw materials—such as aggregates (sand, gravel), cement, water, and chemical admixtures—to create a homogenous mixture ready for construction projects.
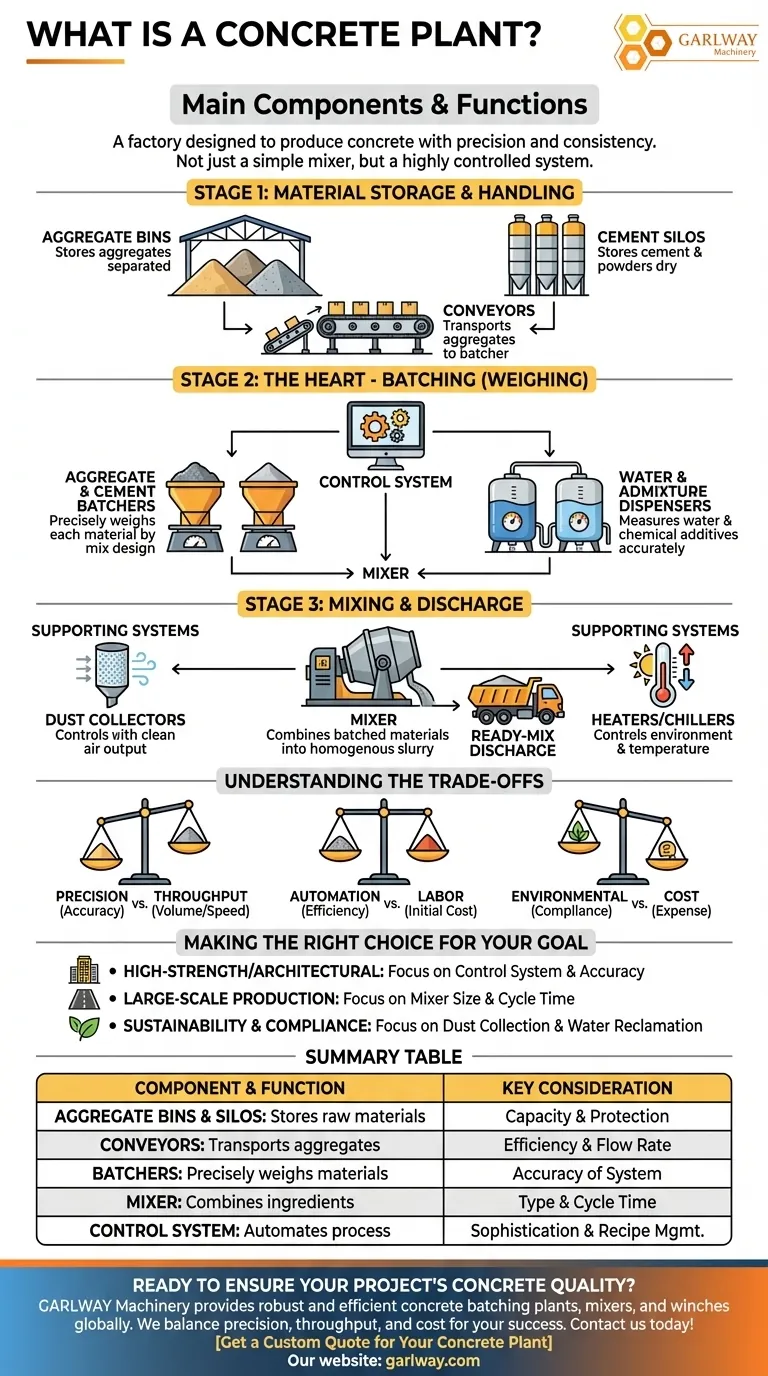
A concrete plant, often called a batch plant, is not just a simple mixer. It is a highly controlled system where every component serves the ultimate goal of producing a consistent, high-quality concrete recipe at scale.

The Core Function: From Raw Materials to Ready-Mix
A concrete plant operates like a large-scale, automated kitchen. Its entire purpose is to take bulk ingredients, measure them precisely according to a specific recipe (the "mix design"), and combine them thoroughly before dispatch. This process can be broken down into three key stages: storage, batching, and mixing.
Stage 1: Material Storage and Handling
Before any concrete can be made, the raw ingredients must be stored properly and made ready for use.
Aggregate Bins and Cement Silos
Aggregates like sand and gravel are stored in large aggregate bins. These keep the materials separated and protected from the elements. Cement and other fine powders like fly ash or silica fume are stored in tall, weather-proof silos to keep them dry and prevent clumping.
Conveyors
Conveyors are the transport system of the plant. They move the aggregates from the storage bins to the aggregate batcher, ensuring a steady and efficient flow of materials into the production process.
Stage 2: The Heart of the Plant - Batching
"Batching" is the industrial term for weighing. This is the most critical step for ensuring the quality and strength of the final concrete product.
Aggregate and Cement Batchers
These components are essentially large hoppers mounted on highly accurate scales. The plant's control system dictates the exact weight of each aggregate and cementitious material needed for a single batch, and the batchers measure it out precisely before releasing it into the mixer.
Water and Admixture Dispensers
Water is measured by either weight or volume using a dedicated system. Chemical admixtures—liquids that can speed up or slow down curing time, improve workability, or add other properties—are measured in a separate, highly precise dispensing system.
Stage 3: Mixing and Discharge
Once all ingredients for a batch have been accurately weighed, they are combined.
The Mixer
This is where the chemical reaction that creates concrete begins. All the batched materials are fed into a large industrial mixer (often a tilt-drum or horizontal shaft style) which blends them together into a homogenous slurry.
The Control System
The entire operation is orchestrated by a central control system. This computer-based system stores the mix designs, manages the weighing and mixing process, and ensures that every single batch is identical to the last.
Supporting Systems
Plants also include crucial support systems like dust collectors to control airborne cement dust for environmental and safety reasons, and sometimes heaters or chillers to manage the temperature of the water, which affects the concrete's performance.
Understanding the Trade-offs
While the goal is always quality concrete, the design and complexity of a plant involve balancing key factors.
Precision vs. Throughput
Highly sophisticated control systems and batchers deliver exceptional accuracy for high-specification projects. However, simpler systems may offer faster cycle times, prioritizing volume over minute precision for less demanding applications.
Automation vs. Labor
A fully automated plant with extensive conveyors and large storage silos has a high initial capital cost. The trade-off is significantly reduced manual labor and higher operational efficiency over the plant's lifetime.
Environmental Controls vs. Cost
Implementing robust dust collection and water recycling systems adds expense and complexity to the plant's design. However, these are often non-negotiable requirements for meeting environmental regulations and ensuring a safe work environment.
Making the Right Choice for Your Goal
Understanding these components allows you to better specify material requirements and evaluate suppliers for your project.
- If your primary focus is high-strength or architectural concrete: Pay close attention to the plant's control system and the documented accuracy of its batching equipment.
- If your primary focus is large-scale production (like paving): The plant's mixer size, cycle time, and the efficiency of its material handling conveyors are the most critical factors.
- If your primary focus is sustainability and compliance: Inquire about the plant's dust collection efficiency and whether they employ a water reclamation system.
By understanding a concrete plant as a complete system, you can ensure the material delivered to your site meets the precise requirements your project demands.
Summary Table:
| Component | Primary Function | Key Consideration |
|---|---|---|
| Aggregate Bins & Silos | Stores raw materials (sand, gravel, cement) | Capacity and protection from elements |
| Conveyors | Transports aggregates to the batcher | Efficiency and material flow rate |
| Batchers | Precisely weighs materials for each batch | Accuracy of the weighing system |
| Mixer | Combines ingredients into homogenous concrete | Type (tilt-drum, horizontal) and cycle time |
| Control System | Automates the entire batching and mixing process | Sophistication and recipe management |
Ready to Ensure Your Project's Concrete Quality?
Understanding the components is the first step; choosing the right equipment partner is the next. GARLWAY specializes in providing robust and efficient concrete batching plants, concrete mixers, and winches for construction companies and contractors globally.
We help you balance precision, throughput, and cost to meet your specific project goals, whether you need high-strength concrete for architectural work or high-volume production for paving.
Contact us today to discuss your requirements and get a solution tailored for your success.
Get a Custom Quote for Your Concrete Plant
Visual Guide
Related Products
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
People Also Ask
- What are the main causes of shaft end leakage in mixing stations? Prevent Costly Downtime & Repairs
- What is the name of the machine used in ready mix? Unpacking the Complete Concrete System
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality
- What are the components of a ready mix concrete plant? A Guide to Precision and Efficiency
- Why is RMC plant important? The Key to Speed, Quality, and Efficiency in Modern Construction



















