At their core, industrial mixers are workhorses for a vast array of manufacturing and processing sectors. They are most commonly found in industries such as chemical, mining, construction, oil and gas, and pulp and paper, where the primary goal is processing bulk materials efficiently and robustly.
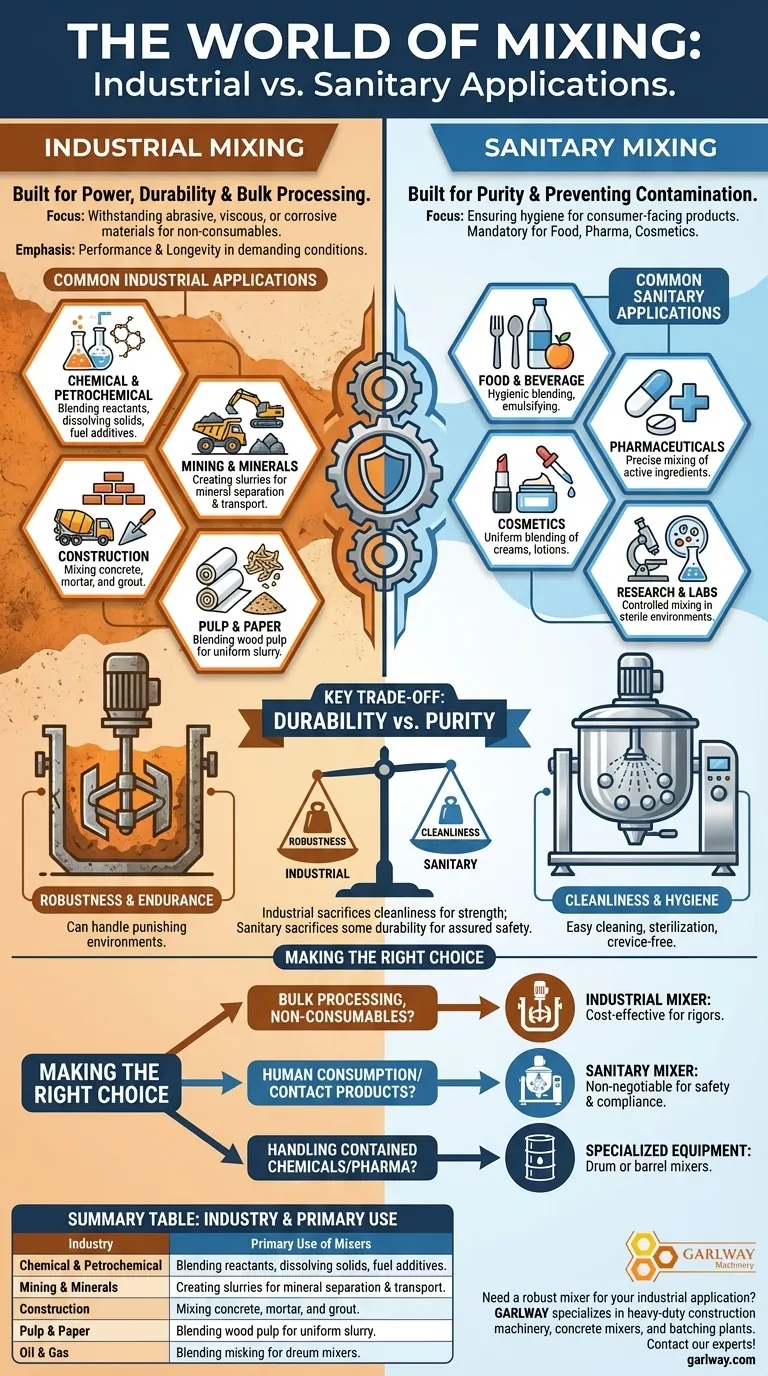
The critical distinction is not just which industries use mixers, but why. The world of mixing is fundamentally divided into two categories: industrial applications that prioritize durability for harsh materials, and sanitary applications that prioritize purity for consumer-facing products.

The Two Worlds of Mixing: Industrial vs. Sanitary
Understanding the difference between an industrial and a sanitary mixer is key to grasping their applications. The design philosophy behind each is tailored to entirely different operational demands and regulatory environments.
Defining Industrial Mixing
Industrial mixers are built for power, durability, and processing large volumes. Their construction is focused on withstanding abrasive, viscous, or corrosive materials.
These mixers are the default choice for processes where the final product is not intended for human consumption or direct contact. The emphasis is on performance and longevity under demanding conditions.
Examples include blending large batches of chemicals, creating slurries in mining operations, or mixing components for building materials like concrete.
Defining Sanitary Mixing
Sanitary mixers are designed with one primary goal: preventing contamination. They are mandatory in industries like food and beverage, pharmaceuticals, cosmetics, and research.
These mixers feature highly polished, non-porous surfaces (often stainless steel), crevice-free welds, and designs that allow for easy and complete cleaning and sterilization.
Every component is engineered to eliminate areas where bacteria or contaminants could accumulate, ensuring the purity and safety of the final product.
A Look at Common Industrial Applications
The need for robust, high-volume blending is what unites the diverse users of industrial mixers.
Chemical and Petrochemical Processing
In the chemical sector, mixers are essential for blending reactants, dissolving solids into liquids, and ensuring uniform chemical reactions. The oil and gas industry uses them for creating drilling muds and blending fuel additives.
Mining and Minerals
Mining operations rely heavily on industrial mixers to create slurries—suspensions of solid mineral particles in a liquid. This process is crucial for separating valuable minerals from ore and for transporting materials through pipelines.
Construction and Building Materials
The most recognizable application in this sector is the mixing of concrete, mortar, and grout. Large-scale industrial mixers ensure a consistent and homogenous blend of cement, aggregates, and water, which is critical for structural integrity.
Pulp and Paper Manufacturing
In paper production, mixers are used to blend wood pulp with water and chemicals to create a uniform pulp slurry. This consistency is vital for producing paper with the desired thickness and quality.
Understanding the Key Trade-off: Durability vs. Purity
The choice between an industrial or sanitary mixer comes down to a fundamental trade-off driven by the end product's use.
Industrial Mixers Prioritize Robustness
These machines are designed to endure punishing environments. They can handle abrasive sand, corrosive acids, and thick, heavy sludges without frequent failure. The trade-off is that they are not designed to be microbiologically clean.
Sanitary Mixers Prioritize Cleanliness
The materials and engineering for a sanitary mixer are significantly more expensive because they must meet strict hygiene standards set by bodies like the FDA. They sacrifice some of the raw durability of industrial designs to guarantee product safety.
Making the Right Choice for Your Application
Selecting the correct type of mixer is not just a matter of performance, but often a case of regulatory compliance and safety.
- If your primary focus is bulk processing of non-consumable materials: An industrial mixer is the correct, cost-effective choice designed for the rigors of your application.
- If your primary focus is products for human consumption or contact: A sanitary mixer is non-negotiable to ensure product safety and meet legal standards.
- If your primary focus is handling contained materials like chemicals or pharmaceuticals: Specialized equipment like drum or barrel mixers may be required for safe handling in both industrial and sanitary contexts.
Ultimately, identifying your end product's requirements is the first and most important step in navigating the world of mixing technology.
Summary Table:
| Industry | Primary Use of Mixers |
|---|---|
| Chemical & Petrochemical | Blending reactants, dissolving solids, creating fuel additives |
| Mining & Minerals | Creating slurries for mineral separation and transport |
| Construction | Mixing concrete, mortar, and grout for consistent quality |
| Pulp & Paper | Blending wood pulp with chemicals for uniform paper production |
| Oil & Gas | Creating drilling muds and blending additives |
Need a robust mixer for your industrial application? GARLWAY specializes in heavy-duty construction machinery, including durable concrete mixers and batching plants designed for demanding environments. Our equipment is built to handle abrasive materials and ensure consistent, high-volume production for construction companies and contractors worldwide. Contact our experts today to find the perfect mixing solution for your project!
Visual Guide
Related Products
- JZC1000 Industrial Concrete Mixer Machine Cement Mixer Price
- Commercial Construction Mixer Machine for Soil Cement Mixing Concrete
- JDY350 Electric Hydraulic Mortar Mud Concrete Mixer
- Mini Cement Mortar Mixer Truck for Construction
- JDC350 Small Cement Concrete Mortar Mixer
People Also Ask
- What are the benefits of a concrete mixer machine? Boost Efficiency & Quality for Your Construction Projects
- What is the purpose of a concrete mixer machine? Achieve Consistent, High-Strength Concrete
- What are the basic components of a concrete mixer machine? A Guide to Core Parts & Functions
- Why are industrial mixers important in mining and mineral processing? Maximize Recovery & Ensure Safety
- What are the three main categories of industrial concrete mixers? Choose the Right Mixer for Your Plant



















