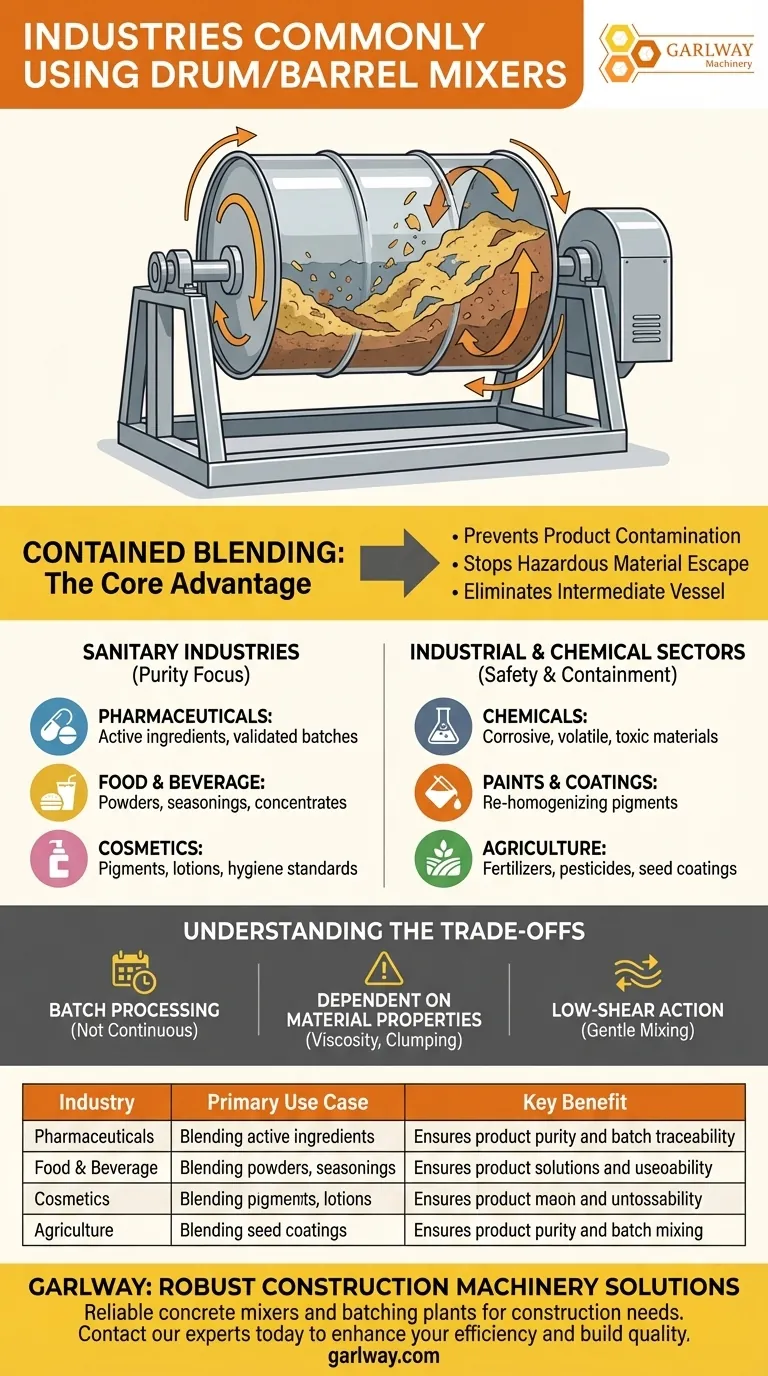
The most common industries that use drum and barrel mixers are the pharmaceutical, chemical, food and beverage, and cosmetics sectors. These mixers are chosen for their unique ability to blend materials directly within their sealed, transport-ready containers, which is a critical advantage for handling sensitive or hazardous substances.
The core reason specific industries rely on drum mixers is containment. By mixing ingredients inside a sealed drum, they prevent product contamination, stop hazardous materials from escaping, and eliminate the need for an intermediate mixing vessel.

Why Contained Blending is Critical
The defining feature of a drum or barrel mixer is that it tumbles, rolls, or rotates the entire sealed container. This "in-container" mixing method is fundamentally different from traditional mixers that require ingredients to be transferred into a separate blending tank.
The Value in Sanitary Industries
In sectors where purity is paramount, preventing contamination is the primary goal. Drum mixers achieve this by keeping the product isolated from the external environment throughout the blending process.
This makes them ideal for:
- Pharmaceuticals: Ensuring active ingredients are not contaminated and are blended in precise, validated batches.
- Food & Beverage: Mixing powders, seasonings, or beverage concentrates without exposure to airborne particles or pathogens.
- Cosmetics: Blending pigments, powders, or lotions while maintaining strict hygiene standards.
The Need in Industrial and Chemical Sectors
For industries handling potentially dangerous materials, the goal is to protect the operator and the environment. The sealed drum provides a robust barrier.
Key applications include:
- Chemicals: Safely mixing corrosive, volatile, or toxic powders and liquids without risking spills or releasing harmful fumes.
- Paints & Coatings: Re-homogenizing pigments and binders that have settled during transport or storage.
- Agriculture: Blending fertilizers, pesticides, or seed coatings in controlled, contained batches.
Understanding the Trade-offs
While highly effective for specific tasks, drum mixers are not a universal solution. Their design comes with inherent limitations that make them unsuitable for certain processes.
Designed for Batch, Not Continuous, Mixing
Drum mixers are exclusively batch processors. You mix one drum at a time. This is perfect for quality control and lot traceability but inefficient for high-volume, continuous production lines.
Dependent on Material Properties
The tumbling action relies on gravity to make the contents flow and mix. This method is less effective for materials that are highly viscous, sticky, or prone to clumping, as they may not tumble freely inside the drum.
Low-Shear by Nature
Rotating a drum is a gentle, low-shear mixing action. This is excellent for preventing damage to fragile particles, but it is insufficient for applications requiring high-shear force, such as creating fine emulsions or deagglomerating tough clumps of powder.
Making the Right Choice for Your Goal
The decision to use a drum mixer should be driven by the specific demands of your material and process.
- If your primary focus is product purity and hygiene: Drum mixers are an excellent choice for pharmaceuticals, food, and cosmetics to eliminate any risk of cross-contamination.
- If your primary focus is operator safety and environmental protection: Drum mixers provide superior containment for blending hazardous or volatile chemicals.
- If your primary focus is convenience and efficiency for pre-packaged goods: Drum mixers are ideal for re-blending ingredients that have settled in their shipping containers, avoiding a messy transfer step.
Ultimately, drum mixers excel when the integrity and containment of the material are more important than the speed or shear force of the mixing process.
Summary Table:
| Industry | Primary Use Case | Key Benefit |
|---|---|---|
| Pharmaceuticals | Blending active ingredients | Ensures product purity and batch traceability |
| Food & Beverage | Mixing powders, seasonings | Prevents contamination, maintains hygiene |
| Chemicals | Handling corrosive/toxic materials | Protects operators and environment from spills/fumes |
| Cosmetics | Blending pigments, lotions | Maintains strict hygiene standards |
| Paints & Coatings | Re-homogenizing settled pigments | Convenient in-container mixing |
Need a reliable mixing solution for your construction materials?
GARLWAY specializes in robust construction machinery, offering concrete mixers and batching plants designed for the demanding needs of construction companies and contractors globally. Our equipment ensures efficient, consistent mixing for your projects.
Contact our experts today to discuss how GARLWAY's mixing solutions can enhance your operational efficiency and build quality.
Visual Guide
Related Products
- Belle Mixer Drum Self Loading Mortar Mixers JS3000
- Concrete Cement Mixer Machine Drum Mixer for Construction
- JDY350 Electric Hydraulic Mortar Mud Concrete Mixer
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- Harbor Freight JS1500 On Site Concrete Mixing Volumetric Cement Mixer
People Also Ask
- What are the operational steps of a self-loading concrete mixer? A Complete Guide to Efficient On-Site Mixing
- Why is timely cleaning important for a self loading mixer? Prevent Costly Downtime and Mix Failure
- How is discharging accomplished in a self loading mixer? Master Precise Concrete Placement
- What components are involved in the loading process of a self loading concrete mixer? A Guide to the Key Systems
- How should materials be loaded into a self-loading concrete mixer? Master the Step-by-Step Process



















