In short, RMC plant capacity indicates the volume of concrete a plant can produce per hour. This figure, typically measured in cubic meters per hour (m³/h), represents the plant's maximum production rate and is a primary factor in determining its suitability for a given construction project.
The most critical point to understand is the difference between a plant's theoretical capacity (its ideal, advertised output) and its actual capacity (its real-world production rate), as this gap directly impacts project timelines and logistics.

Decoding the Numbers: Theoretical vs. Actual Capacity
To properly evaluate a Ready-Mix Concrete (RMC) plant, you must look beyond the number in its model name. The true performance lies in the distinction between its ideal and operational output.
What is Theoretical Capacity?
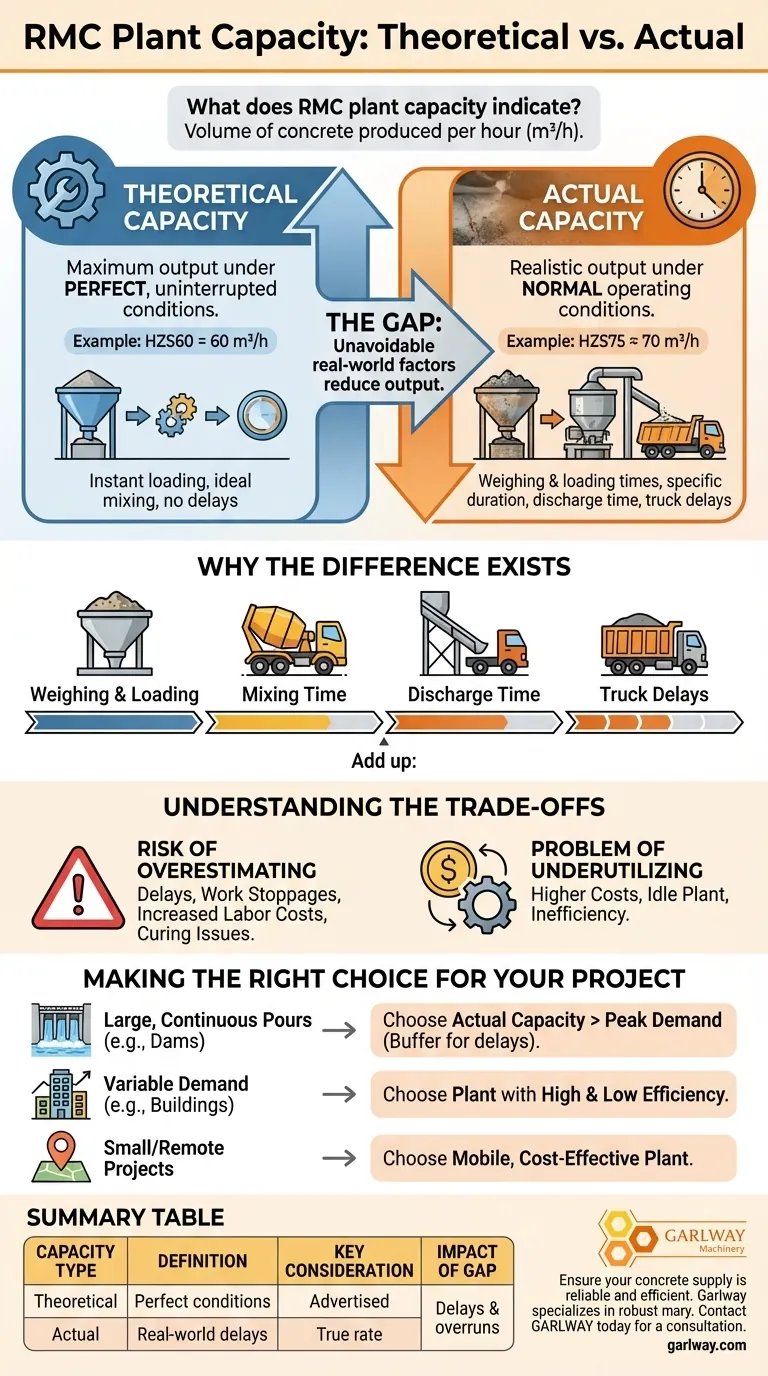
Theoretical capacity is the maximum volume of concrete a plant can produce in one hour under perfect, uninterrupted conditions.
This is the number often used in model names, like "HZS60" for a plant with a theoretical output of 60 m³/h. It assumes instantaneous loading of materials, ideal mixing cycles, and no delays whatsoever.
What is Actual Capacity?
Actual capacity is the realistic volume of concrete the plant produces under normal operating conditions. This figure is always lower than the theoretical capacity.
For example, an HZS75 plant with a theoretical capacity of 75 m³/h will likely have an actual output closer to 70 m³/h. Similarly, an HZS120 plant may only produce 115-120 m³/h.
Why the Difference Exists
The gap between theoretical and actual capacity is an unavoidable reality caused by several real-world factors.
These include the time it takes to weigh and load aggregates, water, and cement, the required mixing time for the specific concrete grade, and the time needed to discharge the mix into a transit mixer. Delays in truck arrival and positioning also contribute to this difference.
Understanding the Trade-offs
Choosing a plant based solely on its theoretical capacity without considering the practical implications can lead to significant project challenges.
The Risk of Overestimating Capacity
If you plan your project around a plant's theoretical output, you will almost certainly face delays.
Failing to account for the lower actual capacity can lead to concrete pouring schedules that the plant cannot meet, causing work stoppages, increased labor costs, and potential issues with concrete curing times.
The Problem of Underutilizing a Plant
Conversely, selecting a plant with a capacity far exceeding your needs can be inefficient.
Larger plants have higher operational and maintenance costs. If your project only requires small, infrequent pours, the plant will sit idle much of the time, representing an unnecessary expense.
Making the Right Choice for Your Project
Selecting the appropriate RMC plant requires matching its actual production capacity to your project's specific demand and logistical constraints.
- If your primary focus is large, continuous pours (e.g., foundations, dams): You must select a plant whose actual capacity can comfortably exceed your peak hourly demand to create a buffer for any unforeseen delays.
- If your primary focus is a project with variable demand (e.g., multi-story buildings): Choose a plant that can operate efficiently at both high and low output rates, ensuring you aren't paying for unused capacity during slower phases.
- If your primary focus is small-scale or remote projects: A smaller, more mobile plant with a lower capacity might be more cost-effective and logistically feasible than a large, stationary one.
Ultimately, understanding a plant's true production rate is fundamental to ensuring your project stays on schedule and within budget.
Summary Table:
| Capacity Type | Definition | Key Consideration |
|---|---|---|
| Theoretical Capacity | Maximum output under perfect conditions (e.g., HZS75 = 75 m³/h). | The advertised rate; not realistic for project planning. |
| Actual Capacity | Real-world output accounting for operational delays. | The true production rate; always lower than theoretical capacity. |
| Impact of the Gap | - | Failure to account for this difference leads to project delays and budget overruns. |
Ensure your project's concrete supply is reliable and efficient.
Choosing the right RMC plant with the correct actual capacity is crucial for meeting tight deadlines and controlling costs. GARLWAY specializes in providing robust construction machinery—including concrete batching plants, mixers, and winches—for construction companies and contractors globally.
Our experts can help you select a plant that perfectly matches your project's demand, avoiding the risks of overestimation or underutilization. Let's discuss your project requirements and keep your timeline on track.
Contact GARLWAY today for a personalized consultation
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- Ready Mixer Machine for Construction Ready Mix Machinery
- Belle Cement Mixer JS2000 Volumetric Concrete Mixer for Harbor Freight
- HZS90 Large Multiquip Concrete Mixers for Construction
- JW1000 Mobile Cement Mixer Concrete Mixer Truck and Batching Plant
People Also Ask
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- What is a ready mix concrete batching plant? The Engine of Modern Construction









