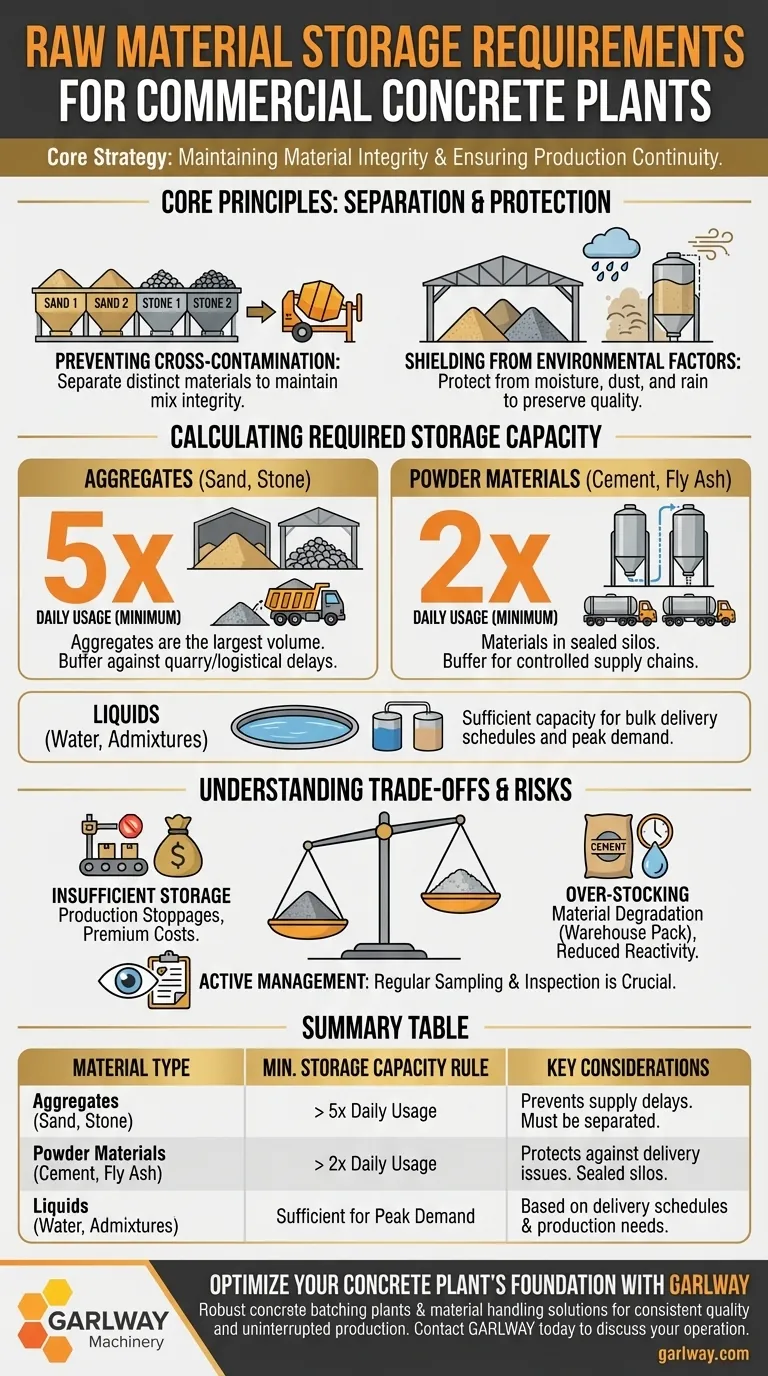
For a commercial concrete plant, the standard storage requirement is a capacity for aggregates (sand, stone) greater than five times the plant's daily usage. For powder materials like cement and fly ash, the required storage volume is more than twice the daily usage.
Effective raw material storage is not merely about meeting capacity minimums; it is a core operational strategy. The guiding principles are maintaining material integrity through separation and protection, and ensuring production continuity with a sufficient supply buffer.

The Core Storage Principles: Separation and Protection
The quality of your raw materials directly dictates the quality of your final concrete product. Proper storage is the first and most critical step in quality control.
Preventing Cross-Contamination
Each component in a concrete mix design is specified for a reason. Mixing different grades or types of materials compromises the integrity of that design.
Therefore, different specifications of aggregates and powder materials must be stored separately. This means having distinct bins, bays, or silos for each unique type of sand, stone, cement, or supplementary cementitious material (like fly ash).
Shielding from Environmental Factors
Raw materials must be protected from environmental conditions, primarily dust and rain.
Moisture is the biggest threat. Rain can prematurely hydrate cementitious powders, rendering them useless. It can also alter the moisture content of aggregates, which throws off the critical water-cement ratio of a mix and leads to inconsistent batching.
Dust and other contaminants can introduce impurities that negatively affect the concrete's performance and durability.
Calculating Your Required Storage Capacity
The volume requirements are designed to buffer your operation against supply chain disruptions, ensuring you can maintain production even if a delivery is delayed.
The 5x Rule for Aggregates
The storage volume for aggregates should be more than five times the average daily usage.
Aggregates are the largest volume component of concrete. This significant buffer ensures that operations are not halted by common logistical issues, such as quarry delays, weather events, or transportation problems. Aggregates are typically stored in open stockyards or covered storage bins.
The 2x Rule for Powder Materials
The storage volume for powder materials must be more than twice the average daily usage.
Materials like cement are delivered in bulk via specialized trucks and pneumatically pumped into sealed silos. This smaller buffer reflects a more controlled delivery chain, but it is still essential for protecting against supplier or transport delays.
Storing Liquids (Water and Admixtures)
Water is typically stored in large ponds or tanks, while liquid chemical admixtures are held in smaller, dedicated tanks.
While a universal multiplier isn't specified, their storage capacity should be sufficient to accommodate bulk delivery schedules and meet peak production demands without interruption.
Understanding the Trade-offs and Risks
Simply meeting the minimum capacity is not enough. An effective storage strategy requires balancing capacity, cost, and quality control.
The Cost of Insufficient Storage
Under-provisioning storage space is a significant operational risk. It can lead directly to production stoppages, forcing you to pay premium rates for emergency deliveries or, worse, turn down large orders.
The Risk of Material Degradation
Conversely, over-stocking also has risks. Cementitious materials, in particular, have a limited shelf life. Cement stored for too long, even in a silo, can suffer from "warehouse pack" or pre-hydration from atmospheric moisture, reducing its reactivity and quality.
The Importance of Active Management
Storage is not a passive activity. All raw materials, whether newly delivered or held in stock, should be subject to regular sampling and inspection. This ensures that the material entering the mixer is the same quality as the material that was approved upon delivery.
Making the Right Choice for Your Operation
Use these principles to align your storage strategy with your primary business objectives.
- If your primary focus is maximum uptime and reliability: Treat the 5x and 2x rules as your absolute minimum. Consider increasing this buffer if your supply chain is long or prone to disruption.
- If your primary focus is strict quality control: Invest heavily in robust separation and protection systems. Implement and enforce rigorous sampling protocols for all incoming and stored materials to prevent degradation.
- If your primary focus is cost efficiency: Carefully balance your storage capacity against inventory costs and the risk of material spoilage. Optimize delivery schedules to maintain a sufficient buffer without tying up excessive capital.
Ultimately, your raw material storage system is the foundation of your entire production process.
Summary Table:
| Material Type | Minimum Storage Capacity Rule | Key Considerations |
|---|---|---|
| Aggregates (Sand, Stone) | > 5x Daily Usage | Prevents production stoppages from supply delays. Must be separated by type/grade. |
| Powder Materials (Cement, Fly Ash) | > 2x Daily Usage | Protects against delivery issues. Stored in sealed silos to prevent moisture. |
| Liquids (Water, Admixtures) | Sufficient for peak demand | Capacity based on delivery schedules and production needs. |
Optimize your concrete plant's foundation with GARLWAY.
Proper raw material storage is critical for consistent quality and uninterrupted production. As a specialist in construction machinery, GARLWAY provides robust concrete batching plants and material handling solutions designed for construction companies and contractors worldwide.
Our equipment helps you implement the 5x and 2x rules effectively, ensuring your operation is protected from supply chain disruptions and material degradation.
Contact GARLWAY today to discuss how our concrete mixers and batching plants can build a more reliable and profitable operation for you.
Visual Guide
Related Products
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
People Also Ask
- What are the main steps in a concrete batch plant's working principle? A Guide to Automated Precision
- What are common issues in the aggregate supply system of a concrete mixing plant? Diagnose & Fix Downtime
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality
- What are some essential maintenance tips for a concrete batch mix plant? Maximize Uptime and Quality
- Why buy concrete batch plant parts only from the manufacturer? Protect Your Investment and Maximize Uptime











