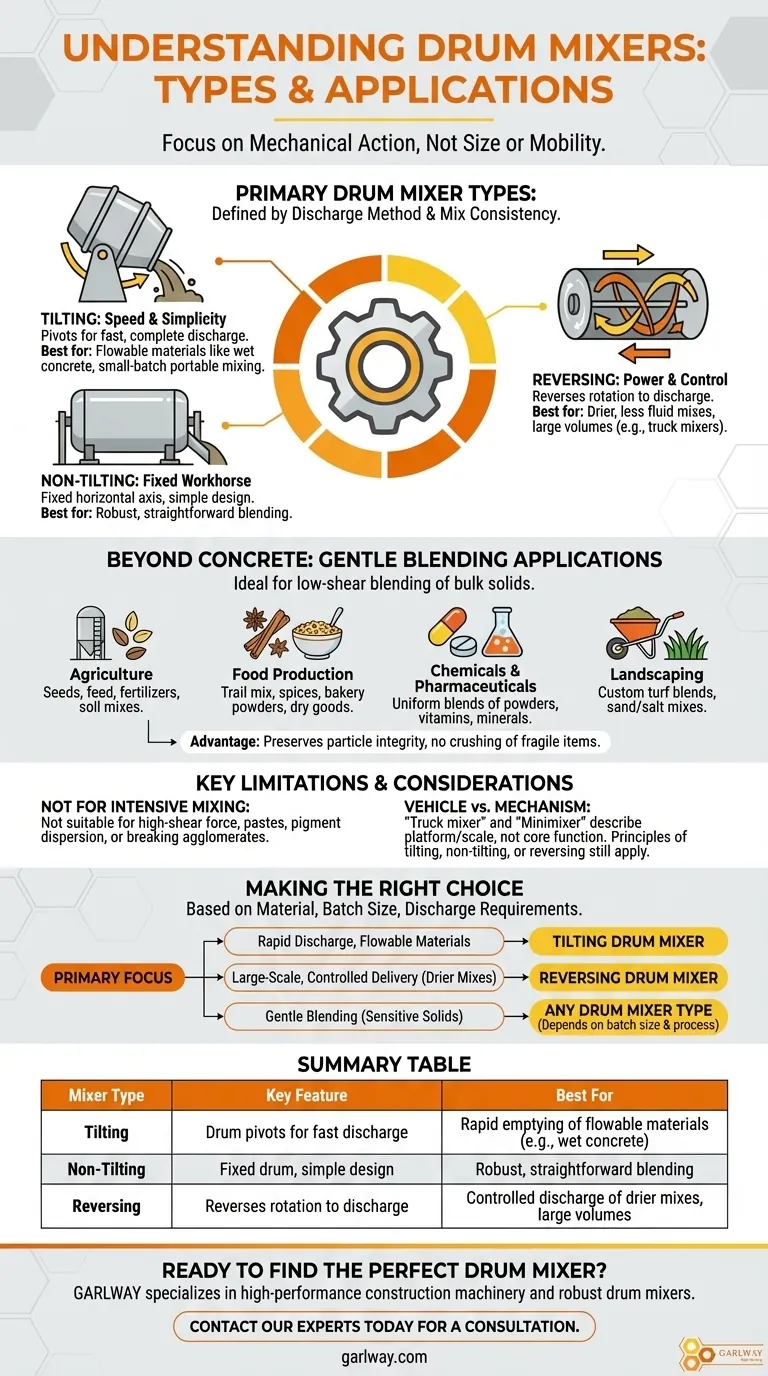
At its core, a drum mixer's design is defined by its mechanical action, not its size or mobility. The three primary types are tilting, non-tilting, and reversing drum mixers. Each uses a distinct method for loading, mixing, and discharging materials, making them suitable for different tasks, from small-batch concrete work to large-scale industrial blending of sensitive powders.
The choice between drum mixer types is fundamentally about discharge method and mix consistency. Tilting mixers offer speed, non-tilting mixers provide simplicity, and reversing mixers deliver control, especially for drier or large-volume materials.

Understanding the Core Mixer Designs
While you may see drum mixers on trucks or small portable frames, the crucial difference lies in how the drum itself operates. This mechanical design dictates the machine's efficiency, speed, and suitability for various materials.
The Tilting Drum Mixer: Speed and Simplicity
A tilting drum mixer operates on a pivoting axis, allowing the entire drum to be tilted to discharge the mixed material. This design makes the discharge process extremely fast and complete.
They are highly effective for materials that flow well, such as wet concrete or certain granular products. The simple mechanism makes them a common choice for smaller, portable mixers used on construction sites.
The Non-Tilting Drum Mixer: The Fixed Workhorse
As the name implies, a non-tilting drum mixer has a drum that rotates on a fixed horizontal axis. It does not tilt to empty its contents.
Discharge is typically accomplished by inserting a chute into the drum to catch the material as it tumbles, or sometimes by reversing the rotation, though this is less common than in a true reversing mixer. Their design is straightforward and robust.
The Reversing Drum Mixer: Power and Control
A reversing drum mixer has two sets of blades inside. The drum rotates in one direction to lift and tumble the materials for thorough mixing.
To discharge, the direction of rotation is reversed. The second set of spiral blades then pushes the material out of the opening. This design provides excellent control over the discharge rate and is effective for drier, less fluid mixes. Most large concrete truck mixers are a form of reversing drum mixer.
Beyond Concrete: The Versatility of Drum Mixing
The gentle tumbling action of a drum mixer makes it ideal for a vast range of applications far beyond construction. Its primary advantage is providing low-shear blending for bulk solids.
Gentle Blending for Sensitive Materials
Unlike high-intensity mixers that use paddles or shearing force, a drum mixer simply tumbles materials. This is crucial for applications where the integrity of the individual particles must be preserved.
This gentle action prevents the crushing of fragile items like seeds, cereal, or granulated chemicals. It's designed for blending, not for breaking down or emulsifying components.
Common Industrial and Agricultural Applications
Drum mixers are workhorses in numerous industries:
- Agriculture: Blending seeds, animal feed, fertilizers, and soil mixes.
- Food Production: Mixing trail mix, spices, bakery powders, and other dry goods.
- Chemicals & Pharmaceuticals: Creating uniform blends of powders, vitamins, and minerals.
- Landscaping: Mixing custom turf repair blends or combining sand and salt for winter road treatment.
Understanding the Trade-offs
While versatile, drum mixers are not a universal solution. Understanding their inherent limitations is key to using them effectively.
Limitation 1: Not for Intensive Mixing
Drum mixers are fundamentally blenders. They are not suitable for applications that require high-shear force, such as creating pastes, dispersing pigments into a liquid, or breaking down agglomerates.
Limitation 2: The Vehicle vs. Mechanism Distinction
It's common to hear mixers described by their platform, such as "truck mixer" or "minimixer." These terms describe the application and scale, not the core mechanical function.
A truck mixer is a large reversing drum mixer mounted on a chassis. A minimixer is simply a smaller version for tight urban spaces. The underlying principles of tilting, non-tilting, or reversing still apply.
Making the Right Choice for Your Application
Selecting the correct mixer depends entirely on your material, batch size, and discharge requirements.
- If your primary focus is rapid discharge of flowable materials: A tilting drum mixer offers the fastest and most complete emptying for small-to-medium batch work.
- If your primary focus is large-scale, controlled concrete delivery: The industry standard is a truck-mounted reversing drum mixer for its efficiency with drier mixes and large volumes.
- If your primary focus is gently blending sensitive bulk solids (like seeds or food powders): The choice depends on batch size and process integration, but the low-shear action of any drum mixer type is ideal.
Understanding these core mechanical differences empowers you to select a mixer based on its functional advantages, not just its appearance or size.
Summary Table:
| Mixer Type | Key Feature | Best For |
|---|---|---|
| Tilting | Drum pivots for fast discharge | Rapid emptying of flowable materials (e.g., wet concrete) |
| Non-Tilting | Fixed drum, simple design | Robust, straightforward blending of various materials |
| Reversing | Reverses rotation to discharge | Controlled discharge of drier mixes, large volumes (e.g., truck mixers) |
Ready to find the perfect drum mixer for your specific needs?
At GARLWAY, we specialize in high-performance construction machinery, including robust drum mixers designed for durability and efficiency. Whether you're a construction company needing reliable concrete mixers or a contractor looking for versatile blending solutions, our expertise ensures you get the right equipment.
Let us help you enhance your project's productivity and blend quality.
Contact our experts today for a personalized consultation!
Visual Guide
Related Products
- Belle Mixer Drum Self Loading Mortar Mixers JS3000
- Concrete Cement Mixer Machine Drum Mixer for Construction
- JDY350 Electric Hydraulic Mortar Mud Concrete Mixer
- JS1000 Volumetric Concrete Mortar Mixer for Sale Skid Steer Cement Mixer
- JDC350 Small Cement Concrete Mortar Mixer
People Also Ask
- Why is timely cleaning important for a self loading mixer? Prevent Costly Downtime and Mix Failure
- How should materials be loaded into a self-loading concrete mixer? Master the Step-by-Step Process
- What are the maintenance and durability characteristics of self-loading concrete mixers? Built for Rugged Job Sites
- How does the weighing process work in a self loading concrete mixer? Achieve Precise, On-Site Concrete Batching
- What are the operational steps of a self-loading concrete mixer? A Complete Guide to Efficient On-Site Mixing











