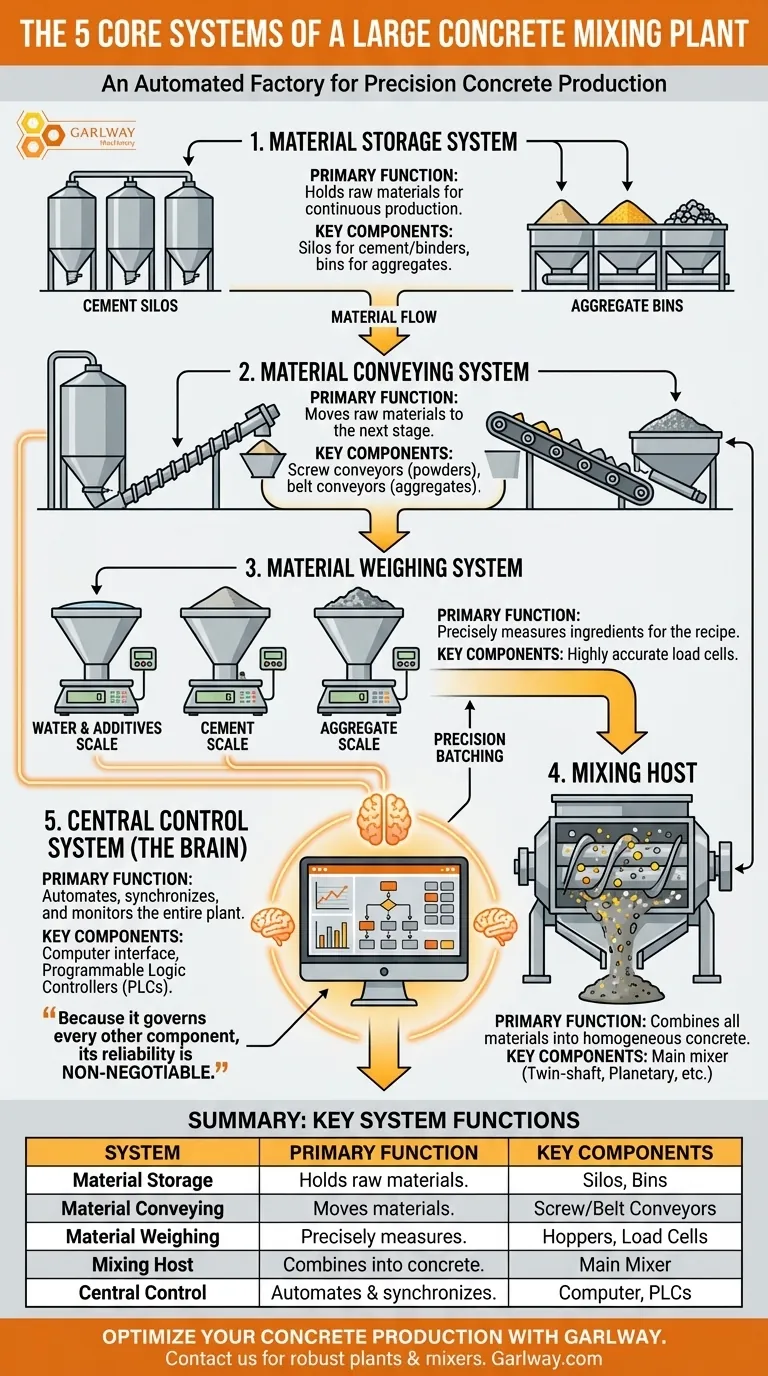
At its core, a large concrete mixing plant is an automated factory composed of five interconnected systems. These are the material storage system, material conveying system, material weighing system, the mixing host, and the central control system.
A concrete plant isn't just a collection of machines; it's a precisely orchestrated system. Think of it less like a construction site and more like a sophisticated assembly line, where the final product's quality depends entirely on the seamless integration of each component.

The Journey of Materials: From Storage to Mixer
The entire operation is a logical flow of raw materials. Understanding this flow is key to understanding the plant itself. It begins with storage and ends with the final mixed concrete.
The Storage System: The Starting Point
This system is where all raw materials are held before processing. It consists of large silos for cement and other binding agents, and open or covered bins for aggregates like sand and stone.
The primary function is to hold a sufficient quantity of materials to ensure continuous production without interruption.
The Conveying System: Arteries of the Plant
Once a production batch is initiated, the conveying system moves the raw materials from storage to the next stage. This is typically done using screw conveyors for powders and belt conveyors for aggregates.
This system is the logistical backbone, ensuring the right materials get to the right place at the right time.
Precision and Quality: The Weighing and Mixing Stages
The quality of the final concrete is determined at this stage. A mistake here cannot be corrected later.
The Weighing System: The Mandate for Accuracy
Before entering the mixer, every single ingredient—cement, water, sand, and stone—is precisely weighed according to the specific concrete recipe. This is done using a series of hoppers mounted on highly accurate load cells.
This step is non-negotiable for producing concrete that meets engineering specifications. Inaccurate weighing directly leads to a substandard, unusable product.
The Mixing Host: The Heart of the Operation
The mixing host, or main mixer, is where all the weighed ingredients are combined. It vigorously churns the materials together for a set period to create a homogeneous concrete mixture.
The efficiency and design of this mixer dictate the plant's overall throughput and the consistency of the final product.
The Brains of the Plant: The Control System
While other systems handle the physical tasks, the control system manages and synchronizes every action.
The Central Nervous System
The control system is the undisputed brain of the entire plant. It executes the pre-programmed recipes, opens and closes gates, runs the conveyors, and monitors the weighing and mixing processes.
Operators use a computer interface to manage production, but the underlying system automates the entire sequence with high precision.
Scalability and Complexity
The sophistication of the control system varies significantly. A smaller plant might have a simple, semi-automated system, while a large-scale plant requires a complex, fully automated configuration to manage high volumes and multiple recipes.
The Critical Point of Failure
The high degree of automation that makes a modern plant efficient also introduces a significant vulnerability.
The Risk of Centralization
Because the control system governs every other component, its failure can bring the entire production to a halt. Unlike a mechanical part that might be repaired on-site, a complex control system often requires specialist intervention from the manufacturer.
Why Reliability is Non-Negotiable
This dependency makes the control system's reliability the single most important factor in the plant's overall uptime and profitability. A cheaper system that fails frequently can easily cost more in lost production than a robust, high-quality alternative.
How to Apply This to Your Plant
Your operational goals should dictate where you focus your attention and investment.
- If your primary focus is high-volume, consistent output: Invest in a highly reliable, fully automated control system and a durable, high-capacity mixing host.
- If your primary focus is producing varied, specialized concrete batches: Prioritize a flexible control system that allows for easy recipe management and a highly accurate weighing system.
- If your primary focus is minimizing initial capital cost: You may opt for simpler controls and conveyance, but be aware that this introduces a higher risk of downtime and manual error.
Ultimately, viewing the plant as a single, integrated system—governed by its control center—is the key to making sound operational and investment decisions.
Summary Table:
| System | Primary Function | Key Components |
|---|---|---|
| Material Storage | Holds raw materials for continuous production | Silos for cement, bins for aggregates |
| Material Conveying | Moves materials to the next stage | Screw conveyors (powders), belt conveyors (aggregates) |
| Material Weighing | Precisely measures ingredients for the recipe | Hoppers with load cells |
| Mixing Host | Combines materials into homogeneous concrete | Main mixer |
| Central Control | Automates and synchronizes the entire plant | Computer interface, programmable logic controllers |
Optimize Your Concrete Production with GARLWAY
Understanding these five core systems is the first step toward maximizing your plant's efficiency and profitability. As a specialist in construction machinery, GARLWAY provides robust and reliable concrete batching plants, concrete mixers, and winches designed for construction companies and contractors worldwide.
We help you make the right investment by focusing on the system that matters most to your operation:
- Need high-volume, consistent output? Our fully automated control systems and durable mixing hosts ensure maximum uptime.
- Producing varied, specialized batches? Our flexible systems offer precise weighing and easy recipe management.
Let us help you build a more profitable and reliable operation. Contact GARLWAY today for a personalized consultation and quote!
Visual Guide
Related Products
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
People Also Ask
- How are concrete mixers classified based on installation methods? Stationary vs. Mobile Mixers Explained
- How should contractors choose the type of concrete mixer for a project? Match Mixer to Job for Optimal Quality & Efficiency
- What are the two broad types of concrete mixers? Choose the Right Mixer for Your Project
- What are the power source options for concrete mixers? Choose the Right Power for Your Job Site
- What are the main types of concrete mixers mentioned? Find the Perfect Mixer for Your Project



















