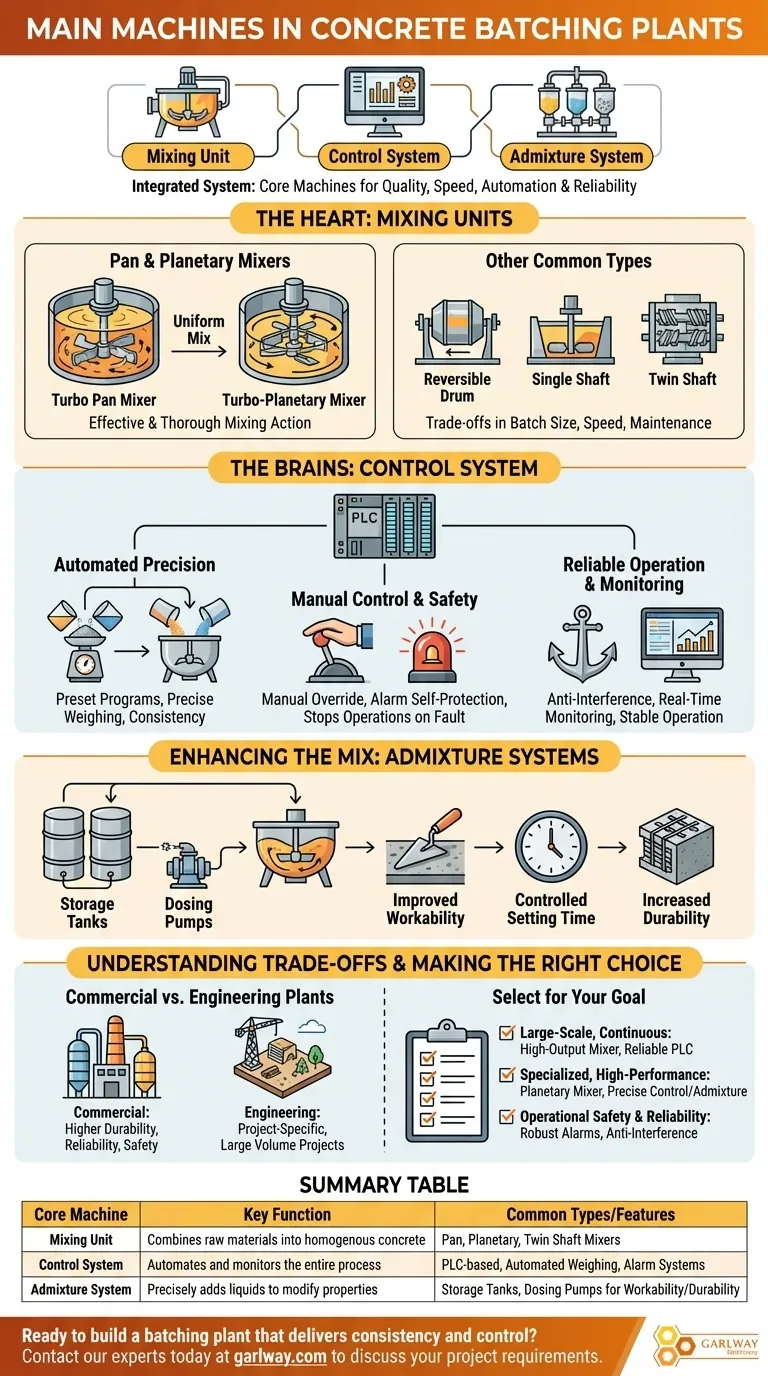
At the core of any concrete batching plant, the primary machines are the mixing unit, which physically combines the aggregates, cement, and water, and the automated control system, which acts as the brain of the entire operation. These are supported by essential subsystems for storing and dispensing materials like admixtures.
A concrete batching plant is not a single machine but an integrated system. The choice of mixer dictates the quality and speed of production, while the sophistication of the control system determines the plant's automation, reliability, and safety.

The Heart of the Operation: Mixing Units
The mixer is where raw ingredients are transformed into homogenous concrete. The type of mixer used has a significant impact on the final product's quality and consistency.
Pan and Planetary Mixers
Turbo Pan Mixers are a common type, featuring mixing paddles that rotate within a specially coated steel tank. They provide a reliable and effective mixing action for many standard concrete applications.
Turbo-Planetary Mixers represent a more advanced technology. They combine the rotating paddles of a turbine mixer with a planetary movement, ensuring the paddles cover every point within the drum for an exceptionally thorough and uniform mix.
Other Common Mixer Types
The references also identify three other principal types of mixing units used in various plant configurations: the reversible drum type, the single shaft, and the twin shaft mixer. Each offers different trade-offs in terms of batch size, mixing speed, and maintenance requirements.
The Brains of the Plant: The Control System
Modern batching plants rely on sophisticated control systems, typically built around a PLC (Programmable Logic Controller), to manage every step of the production process with high precision.
Automated Precision
These systems allow for fully automated operation through preset programs and parameters. The controller precisely weighs and dispenses each material, ensuring batch-to-batch consistency.
Manual Control and Safety
While automation is key, these systems always include a manual override capability. They also feature critical alarm self-protection, which halts operations and alerts personnel during any fault or abnormality.
Reliable Operation and Monitoring
A robust control system is designed with anti-interference capabilities to ensure stable and reliable operation. It also provides computer communication for real-time monitoring of the plant's status and any active alarms.
Enhancing the Mix: Admixture Systems
Admixtures are crucial for producing modern, high-performance concrete. They are managed by a dedicated system within the plant.
The Role of Admixtures
Admixtures are liquids stored in separate tanks that are added to the mix in small, precise quantities.
Modifying Concrete Properties
Their purpose is to enhance specific properties of the concrete. This can include improving workability, controlling the setting time, or increasing long-term durability.
Understanding the Trade-offs
The choice of machinery is dictated by the plant's intended application. Not all plants are built to the same standard.
Commercial vs. Engineering Plants
Commercial concrete plants generally have higher requirements than project-specific engineering plants. They demand greater durability, reliability, safety, and environmental protection because they are intended for continuous, long-term operation serving multiple clients.
Application Drives a Plant's Design
Batching plants are frequently used in large-scale projects like water conservancy, electric power, and bridge construction. These jobs involve a large volume of concrete over a long period, justifying the investment in a high-capacity, durable plant setup.
Making the Right Choice for Your Goal
Selecting the right components is critical to meeting the specific demands of a project or business.
- If your primary focus is large-scale, continuous production: You need a plant with a durable, high-output mixer and a highly reliable, automated PLC control system to ensure uptime.
- If your primary focus is producing specialized, high-performance concrete: A planetary mixer is essential for its superior mixing action, combined with a precise control and admixture system.
- If your primary focus is operational safety and reliability: A control system with robust self-protection alarms, anti-interference capabilities, and real-time monitoring is non-negotiable.
Ultimately, understanding these core machines empowers you to specify a plant that delivers not just concrete, but consistency and control.
Summary Table:
| Core Machine | Key Function | Common Types/Features |
|---|---|---|
| Mixing Unit | Combines raw materials into homogenous concrete. | Pan Mixer, Planetary Mixer, Twin Shaft Mixer |
| Control System | Automates and monitors the entire batching process. | PLC-based, Automated Weighing, Alarm Systems |
| Admixture System | Precisely adds liquids to modify concrete properties. | Storage Tanks, Dosing Pumps for Workability/Durability |
Ready to build a batching plant that delivers consistency and control?
At GARLWAY, we specialize in providing robust construction machinery for contractors and construction companies worldwide. Whether you need a high-output plant for large-scale projects or a precise system for specialized concrete, our expertise in winches, concrete mixers, and batching plants ensures you get the right solution for your operational goals.
Contact our experts today to discuss your project requirements and discover how GARLWAY can enhance your productivity and reliability.
Visual Guide
Related Products
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
People Also Ask
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project
- What are the two methods of material charging in a concrete mixing station? Single vs. Multiple Charging Explained
- Why buy concrete batch plant parts only from the manufacturer? Protect Your Investment and Maximize Uptime
- Why is proper maintenance important for a concrete batch mix plant? Maximize Uptime & Profitability
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency



















