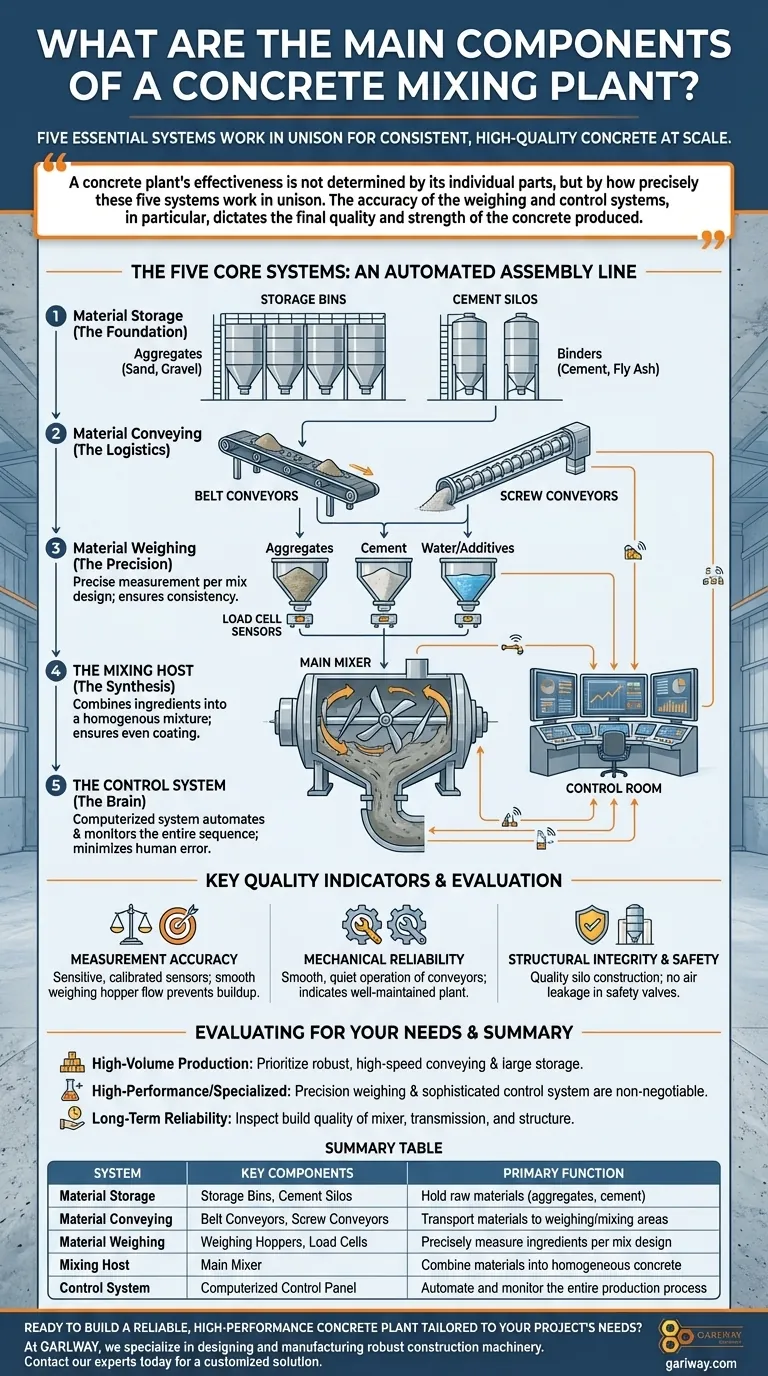
At its core, a concrete mixing plant is a highly integrated system designed for one purpose: producing consistent, high-quality concrete at scale. It accomplishes this through the precise coordination of five essential systems: material storage, material conveying, material weighing, mixing, and centralized control. These components work in a sequential, automated process to transform raw ingredients into a finished product.
A concrete plant's effectiveness is not determined by its individual parts, but by how precisely these five systems work in unison. The accuracy of the weighing and control systems, in particular, dictates the final quality and strength of the concrete produced.

The Five Core Systems of a Concrete Plant
A concrete plant operates like an assembly line. Each system performs a specific function before handing off to the next, with the entire process managed by a central brain. Understanding the role of each is key to understanding the entire operation.
System 1: Material Storage (The Foundation)
The process begins with the bulk storage of raw materials. This system must hold enough inventory to ensure continuous operation.
Aggregates like sand and gravel are typically stored in large storage bins or open-air stockpiles. Binders, primarily cement and fly ash, are stored in tall, enclosed silos to protect them from moisture and the elements.
System 2: Material Conveying (The Logistics)
This system is the logistical backbone of the plant, moving materials from storage to the subsequent stages. The efficiency of the conveying system directly impacts the plant's overall productivity.
Belt conveyors are commonly used to move aggregates from the storage bins to the weighing hoppers. For cement and other powders, enclosed screw conveyors are used to prevent dust and material loss as they are transported from the silos.
System 3: Material Weighing (The Precision)
This is arguably the most critical system for ensuring concrete quality. It's here that the specific "recipe," or mix design, is executed with precision.
Each ingredient—aggregates, cement, water, and any additives—is measured in its own weighing hopper, which rests on highly sensitive electronic sensors (load cells). Inaccurate weighing is the primary cause of inconsistent concrete strength and performance.
System 4: The Mixing Host (The Synthesis)
Once weighed, all materials are discharged into the mixing host, or the main mixer. This is where the physical process of combining ingredients into a homogenous concrete mixture occurs.
The goal is to ensure every particle of aggregate is evenly coated with cement paste. The efficiency and design of the mixer directly influence the concrete's final consistency and workability.
System 5: The Control System (The Brain)
The entire operation is automated and monitored by a central control system, typically housed in a dedicated control room.
This computerized system manages the entire production sequence, from conveying and weighing the raw materials according to the selected recipe to controlling the mixing time and discharging the final product. It ensures repeatability, minimizes human error, and provides crucial production data.
Understanding the Key Quality Indicators
The reliability of a plant goes far beyond just having the five core systems. The quality of their construction and integration is what separates a high-performance facility from one plagued by downtime and inconsistency.
The Criticality of Measurement Accuracy
A control system is only as good as the data it receives. The sensors in the weighing system must be sensitive and correctly calibrated.
Furthermore, weighing hoppers must be designed for smooth material flow. Any buildup or accumulation of material will lead to inaccurate measurements in subsequent batches, compromising the quality of the concrete.
Reliability of Mechanical Systems
The material conveying systems are the most common points of mechanical failure. Smooth, quiet operation of belt conveyors, bucket elevators, and screw conveyors is a sign of a well-maintained plant.
Abnormal noises, chain jams, or slippage are indicators of underlying problems that can halt production entirely, creating costly bottlenecks.
Structural Integrity and Safety
The quality of major structural components like the cement silos is paramount. There should be no air leakage in the safety valve, which is designed to regulate pressure.
A compromised silo not only risks contaminating expensive material but also poses a significant safety hazard on site.
Evaluating a Plant for Your Needs
The ideal concrete plant configuration depends entirely on your operational goals. Analyzing the components through the lens of your primary objective will help you make a more informed decision.
- If your primary focus is high-volume production: Prioritize robust, high-speed conveying systems and large storage capacities to prevent bottlenecks and ensure continuous operation.
- If your primary focus is high-performance or specialized concrete: The precision of the material weighing system and the sophistication of the control system are non-negotiable for managing complex recipes and additives.
- If your primary focus is long-term reliability and low operating costs: Closely inspect the build quality of the mixer, the transmission systems, and the structural integrity of the silos and framework.
Ultimately, viewing a concrete plant as a single, integrated system—rather than a collection of parts—is the key to producing consistently superior results.
Summary Table:
| System | Key Components | Primary Function |
|---|---|---|
| Material Storage | Storage Bins, Cement Silos | Hold raw materials (aggregates, cement) |
| Material Conveying | Belt Conveyors, Screw Conveyors | Transport materials to weighing/mixing areas |
| Material Weighing | Weighing Hoppers, Load Cells | Precisely measure ingredients per mix design |
| Mixing Host | Main Mixer | Combine materials into homogeneous concrete |
| Control System | Computerized Control Panel | Automate and monitor the entire production process |
Ready to build a reliable, high-performance concrete plant tailored to your project's needs?
At GARLWAY, we specialize in designing and manufacturing robust construction machinery, including concrete batching plants, mixers, and winches for contractors and construction companies worldwide. Our expertise ensures your plant delivers consistent quality, maximizes uptime, and optimizes your operational costs.
Contact our experts today for a customized solution that meets your production volume, precision, and reliability requirements.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
People Also Ask
- How does ready-mix work? A Guide to Efficient, High-Quality Concrete Delivery
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project
- Why is the control of lighting important in the electrical system of a concrete mixing plant?
- What is a ready mix concrete batching plant? The Engine of Modern Construction
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects



















