At its core, a concrete batch plant is an integrated set of systems. The primary components can be grouped into five main categories: a material storage system (aggregate bins and cement silos), a conveying system (conveyors and screw augers), a weighing system (weigh hoppers), a mixing system, and a central control system that orchestrates the entire process.
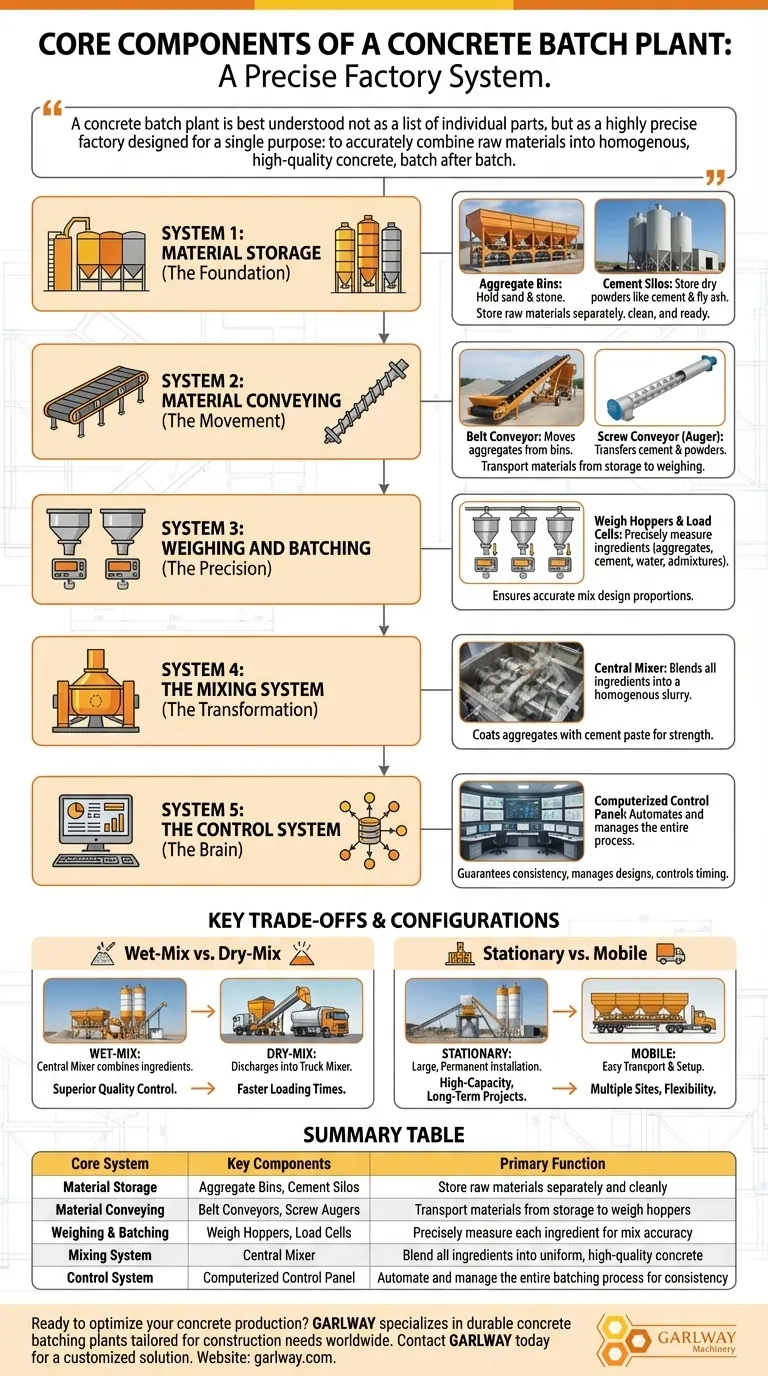
A concrete batch plant is best understood not as a list of individual parts, but as a highly precise factory designed for a single purpose: to accurately combine raw materials into homogenous, high-quality concrete, batch after batch.

The Five Core Systems of a Concrete Batch Plant
To understand how a plant operates, it's most effective to analyze its function as five interconnected systems that follow the flow of materials from storage to final product.
System 1: Material Storage (The Foundation)
The process begins with the bulk storage of raw ingredients. These components must be kept separate, clean, and ready for use.
The primary storage units are aggregate bins. These large hoppers hold the different sizes of sand and stone (gravel) required for the mix design.
For cementitious materials, the plant uses cement silos. These are tall, weather-proof structures that store dry powders like Portland cement and supplementary materials like fly ash.
System 2: Material Conveying (The Movement)
Once a batch is requested, the raw materials must be transported from storage to the weighing system.
Aggregates are typically moved from the bins to the weigh hoppers using a long belt conveyor.
Cement and other powders are transferred from the silos using a screw conveyor (or auger), an enclosed tube with a rotating blade that efficiently moves the fine material without creating dust.
System 3: Weighing and Batching (The Precision)
This is the most critical system for ensuring concrete quality. Precision here is non-negotiable, as incorrect proportions will compromise the final strength and workability of the concrete.
An electrical weighing system uses a series of weigh hoppers (also called weigh batchers) to measure each ingredient with high accuracy. There are separate hoppers for aggregates, cement, water, and chemical admixtures.
These hoppers are mounted on load cells that send precise weight data to the control system, ensuring every component of the mix design is measured exactly.
System 4: The Mixing System (The Transformation)
After weighing, all ingredients are discharged into the central mixer. This powerful machine blends the cement, aggregates, water, and additives into a uniform, homogenous slurry.
The mixer's job is to ensure every particle of sand and stone is fully coated with cement paste, which is essential for a strong and durable final product.
System 5: The Control System (The Brain)
The entire operation is managed by a computerized control system, usually operated from a central control room.
This system holds the specific mix designs, automates the sequence of conveying and weighing, controls the mixing time, and manages the discharge of the finished concrete into a transport truck. It is the nerve center that guarantees consistency from one batch to the next.
Understanding the Key Trade-offs
Not all plants are built the same. The configuration of these systems is determined by the plant's intended use, leading to two fundamental designs.
Wet-Mix vs. Dry-Mix Plants
A wet-mix plant, as described above, includes a large central mixer that combines all ingredients into concrete before loading it into a truck. This offers superior quality control and consistency.
A dry-mix plant weighs the sand, gravel, and cement but discharges them directly into a concrete mixer truck. The water and admixtures are then added to the truck's drum, and all mixing occurs while the truck is en route to the job site. This offers faster loading times.
Stationary vs. Mobile Plants
Stationary plants are large, high-capacity installations designed for permanent placement to serve a specific market, like a major city or a long-term infrastructure project.
Mobile concrete plants are designed for easier transport and setup. They are ideal for serving multiple temporary job sites or projects in remote locations where a permanent plant is not feasible.
Making the Right Choice for Your Goal
The optimal plant configuration depends entirely on the project's priorities.
- If your primary focus is maximum quality control and mix consistency: A stationary wet-mix plant provides the most control over the entire production process.
- If your primary focus is high-volume output for a ready-mix supplier: A dry-mix plant often offers faster truck cycle times, increasing daily production capacity.
- If your primary focus is supporting multiple, temporary construction sites: A mobile plant, either wet or dry-mix, provides the necessary operational flexibility.
Understanding these core systems and their configurations empowers you to see a batch plant not as machinery, but as a tool engineered for precision.
Summary Table:
| Core System | Key Components | Primary Function |
|---|---|---|
| Material Storage | Aggregate Bins, Cement Silos | Store raw materials (sand, stone, cement) separately and cleanly |
| Material Conveying | Belt Conveyors, Screw Augers | Transport materials from storage to weighing hoppers |
| Weighing & Batching | Weigh Hoppers, Load Cells | Precisely measure each ingredient for mix accuracy |
| Mixing System | Central Mixer | Blend all ingredients into uniform, high-quality concrete |
| Control System | Computerized Control Panel | Automate and manage the entire batching process for consistency |
Ready to optimize your concrete production with a reliable, high-performance batch plant? GARLWAY specializes in construction machinery, offering durable concrete batching plants, mixers, and winches tailored for construction companies and contractors worldwide. Our expertise ensures you get the right configuration—whether stationary, mobile, wet-mix, or dry-mix—to meet your project's quality, volume, and flexibility needs. Contact GARLWAY today for a customized solution that delivers precision and efficiency batch after batch.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
People Also Ask
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What is the name of the machine used in ready mix? Unpacking the Complete Concrete System
- What is a ready mix concrete batching plant? The Engine of Modern Construction
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project



















