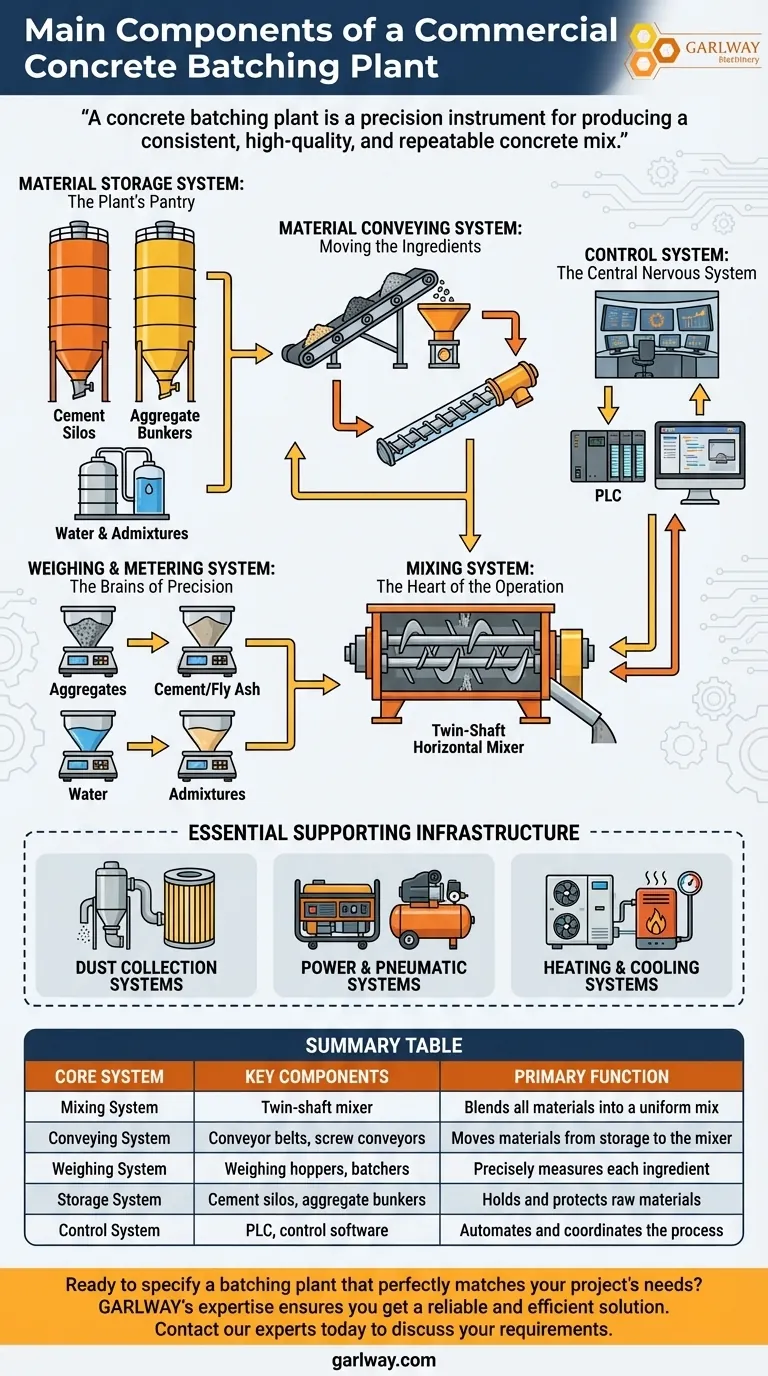
At its core, a commercial concrete batching plant is an integrated system of components designed to precisely combine raw materials into a homogeneous concrete mix. The primary functional systems are the material storage, conveying, weighing (or metering), mixing, and a central control system that orchestrates the entire process from start to finish.
A concrete batching plant is not merely a collection of machinery. It is a precision instrument where each component serves the ultimate goal of producing a consistent, high-quality, and repeatable concrete mix according to a specific design.

The Core Systems of Concrete Production
A batching plant's operation can be understood by examining its five fundamental systems. These systems work in sequence to transform raw ingredients into finished concrete ready for transport.
The Mixing System: The Heart of the Operation
The mixer is the central component where the actual blending occurs. Its entire purpose is to create a completely homogeneous mixture of cement, water, aggregates, and any admixtures.
For most commercial plants, the twin-shaft horizontal mixer is the industry standard due to its efficiency and ability to produce a high-quality, uniform mix in a short time.
The Material Conveying System: Moving the Ingredients
This system is the plant's circulatory network, responsible for moving all materials to their designated points. It's a critical factor in the plant's overall speed and efficiency.
Key components include conveyor belts or skip hoists for moving aggregates from storage to the weighing hoppers. For cement and other powders, enclosed screw conveyors are used to transport material from the silos.
The Weighing & Metering System: The Brains of Precision
This is arguably the most critical system for ensuring concrete quality. It accurately measures every ingredient before it enters the mixer, guaranteeing the final product meets the specified mix design.
The system uses separate weighing hoppers (also called batchers) for each category of material: one for aggregates, one for cementitious materials (cement, fly ash), one for water, and another for chemical admixtures. These are all controlled by the central PLC system.
The Material Storage System: The Plant's Pantry
Before materials can be mixed, they must be stored on-site in a way that protects their quality. This system consists of large containers that hold the bulk ingredients.
Cement silos are tall, weather-proof structures that keep cement and other powders dry. Aggregate bunkers or hoppers are large bins used to store different sizes of sand and stone separately. Tanks are also required for water and liquid admixtures.
The Control System: The Central Nervous System
The entire batching process is automated and managed from a central control room. This system acts as the plant's brain, coordinating the actions of every other component.
A Programmable Logic Controller (PLC) receives the mix design formula from the main software. It then controls all motors, valves, and gates to ensure materials are conveyed, weighed, mixed, and discharged with precision and perfect timing.
Understanding the Essential Supporting Infrastructure
Beyond the core systems, several ancillary components are essential for the plant's safety, compliance, and ability to operate in different conditions. Neglecting these can lead to operational failure or regulatory issues.
Dust Collection Systems
Mixing and transferring dry cement powder and aggregates inevitably creates dust. Dust collectors, typically installed on top of cement silos and around the mixer, are crucial for capturing this particulate matter, ensuring environmental compliance and a safer work environment.
Power and Pneumatic Systems
A reliable supply of electricity is non-negotiable, and many plants have a backup generator. Additionally, an air compressor is vital, as it provides the compressed air needed to operate the pneumatic gates and valves that control the flow of materials from hoppers and silos.
Heating and Cooling Systems
In climates with extreme temperatures, controlling the concrete's temperature is critical. Plants may be equipped with chillers to cool the water or aggregates in hot weather, or heaters to warm them during cold weather, ensuring the final concrete mix cures correctly.
How the Components Define the Plant's Purpose
Understanding these systems allows you to evaluate a plant based on your specific operational needs.
- If your primary focus is high-volume output: The size of the mixer and the speed of the aggregate conveying system are the most important factors.
- If your primary focus is producing specialized, high-precision mixes: The accuracy and sophistication of the weighing and control systems are paramount.
- If your primary focus is mobility for temporary projects: The key is components designed for rapid setup and transport, often sacrificing large-scale storage capacity for agility.
Ultimately, knowing how these fundamental components work together empowers you to make more informed decisions, whether you are managing, specifying, or procuring a concrete batching plant.
Summary Table:
| Core System | Key Components | Primary Function |
|---|---|---|
| Mixing System | Twin-shaft mixer | Blends all materials into a uniform concrete mix |
| Conveying System | Conveyor belts, screw conveyors | Moves materials from storage to the mixer |
| Weighing System | Weighing hoppers, batchers | Precisely measures each ingredient for the mix design |
| Storage System | Cement silos, aggregate bunkers | Holds and protects raw materials like cement and aggregates |
| Control System | PLC, control software | Automates and coordinates the entire batching process |
Ready to specify a batching plant that perfectly matches your project's needs?
Whether your priority is high-volume output, precision for specialized mixes, or mobility for temporary sites, GARLWAY's expertise in construction machinery ensures you get a reliable and efficient solution. Our concrete batching plants are engineered for performance and durability.
Contact our experts today to discuss your requirements and get a personalized recommendation.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
People Also Ask
- What is the name of the machine used in ready mix? Unpacking the Complete Concrete System
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project













